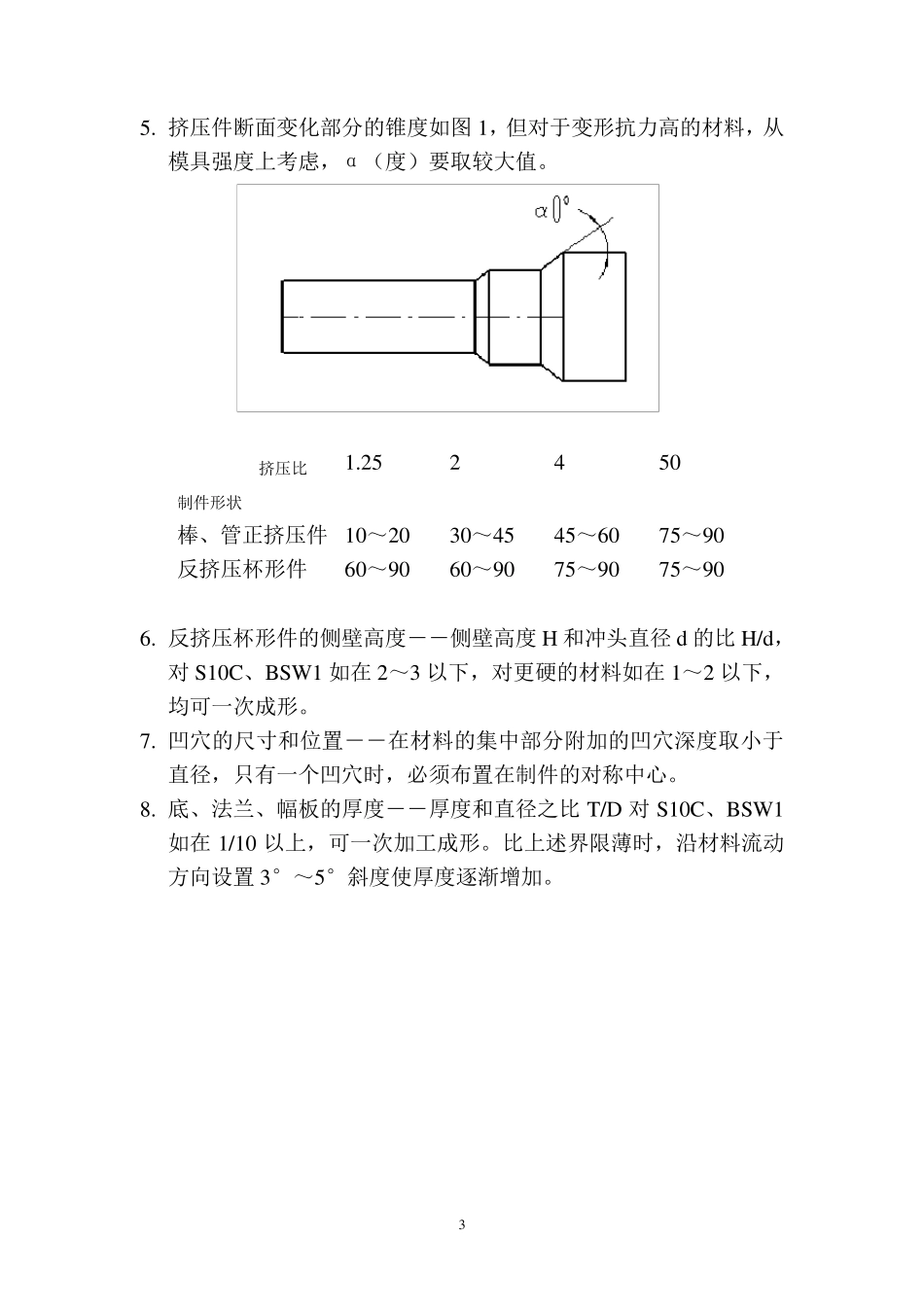
1 冷镦成型工艺设计理论 目 录 1. 形状、尺寸 2. 坯料准备 3. 自动锻压机的型号 4. 凹模孔的直径 5. 滚压螺纹坯径尺寸的确定 6. 送料滚轮设计 7. 切料模 8. 送料与切料时常见的缺陷、产生的原因 9. 初镦 10. 终镦冲模 11. 镦锻凹模 12. 减径模 13. 切边 14. 常用模具材料及硬度要求 15. 冷成形工艺对原材料的要求 16. 切边时容易出现的缺陷、产生原因 17. 化学成份对材料冷成形性能的影响 18. SP.360 设备参数 19. 台湾设备参数 20. 台湾搓丝机参数 21. 国内搓丝机、滚丝机参数 22. Y C-420、Y C-530 滚丝机参数 23. 磨床参数 24. 单位换算 25. 钻床参数 2 形状、尺寸: 1. 圆角半径――取直径的1/20~1/5。冷锻时圆角过大反而难锻造。 2. 镦粗头部和法兰部尺寸――头部或法兰部体积V 在2D3(D 为坯料直径)以下时用单击镦锻机,3.5D3 以下时可用双击镦锻机加工,而不会产生纵向弯曲。如V 为4.7D3 必须经三道镦粗工序。这部分的直径D1,(镦粗后直径)对于C<0.2%的碳素钢,不经中间退火能够镦粗到2.5D。超过上述范围必须中间退火。侧面尺寸由于难以控制,公差要尽可能放宽。 3. 镦粗部分的形状――头部或头下部的高度比直径大时,侧壁上向上和向下设置2°左右的锥度,使材料填充良好。球形头部顶上允 许设计成小平面。 4. 挤压件坯料和挤出部分断面积之比A0/A1,即挤压比R,对S10C、BSW 1 的实心、空心正挤压件,如在5~10 以下,对反挤压杯形件,如在1.3~4 间,能够一次成形。自由挤压件的R 如在1.25~1.4 以下,能经一道工序加工。杯形件反挤压时的冲头压力,当 R约为1.7 时最小。 3 5. 挤压件断面变化部分的锥度如图1,但对于变形抗力高的材料,从模具强度上考虑,α(度)要取较大值。 挤压比 制件形状 1.25 2 4 50 棒、管正挤压件 反挤压杯形件 10~20 60~90 30~45 60~90 45~60 75~90 75~90 75~90 6. 反挤压杯形件的侧壁高度――侧壁高度H 和冲头直径d的比H/d,对S10C、BSW1 如在2~3 以下,对更硬的材料如在1~2 以下,均可一次成形。 7. 凹穴的尺寸和位置――在材料的集中部分附加的凹穴深度取小于直径,只有一个凹穴时,必须布置在制件的对称中心。 8. 底、法兰、幅板的厚度――厚度和直径之比T/D 对S10C、BSW1如在1/10 以上,可一次加工成形。比上述界限薄时,沿材料流动方向设置3°~5°斜度使厚度逐渐增...






 VIP
VIP

