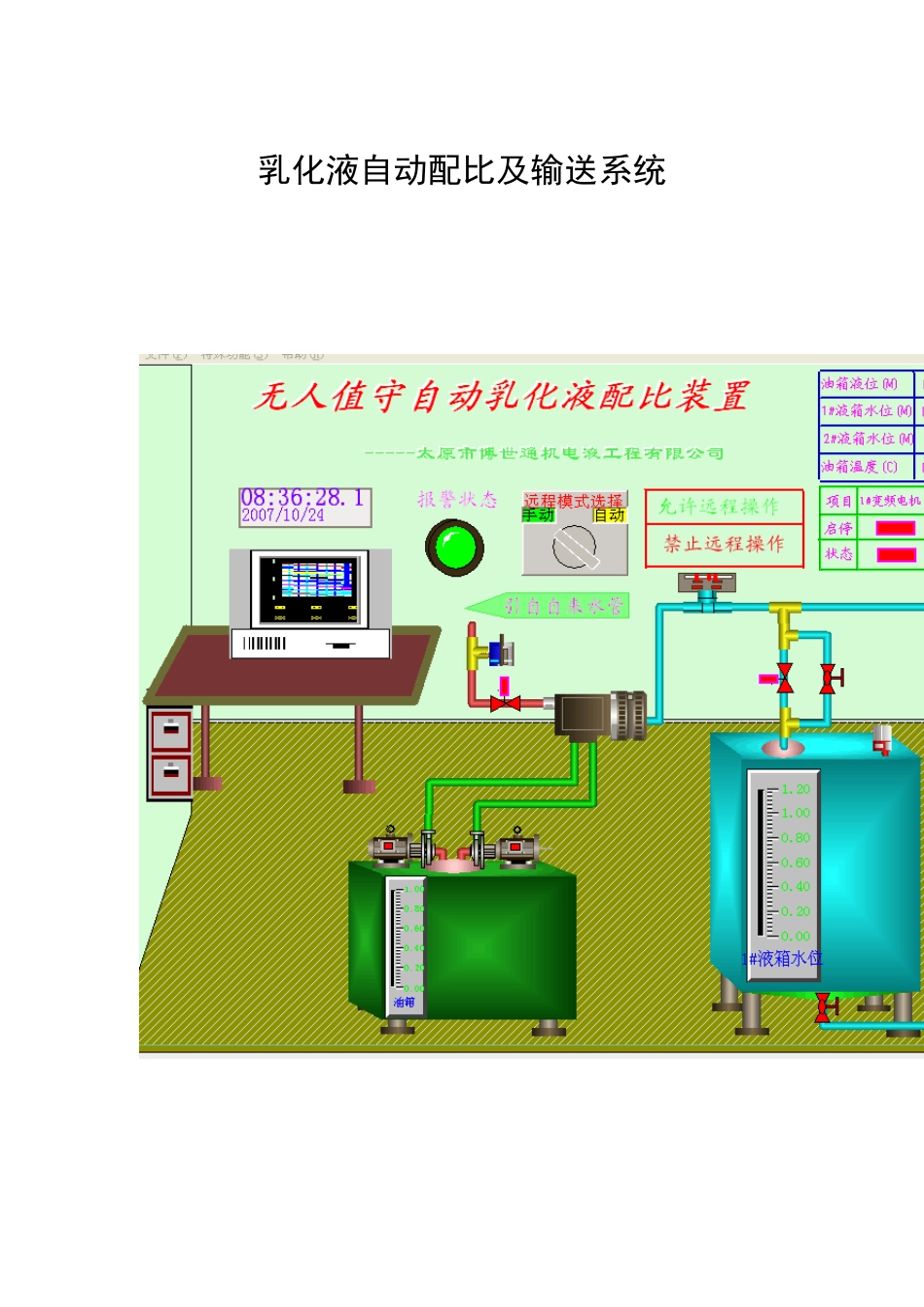
乳化液自动配比及输送系统 1 立项背景 乳化液作为液压传动的一种工作介质,由于它的粘度小、防腐、防锈、润滑、难燃、价廉等特点在煤矿井下得到了广泛的推广和应用。随着煤炭行业迅速发展,综采工作面高产高效的要求,乳化液的需求量也随之增加。带动乳化液配比方法也由人工配比逐渐向自动化配比方向发展。 从乳化液使用过程中存在的问题,可以看出绝大部分原因是由乳化液浓度不合要求引起。而乳化液的浓度作为衡量乳化液配制质量的一个重要指标,主要决定于乳化液的配比方法。 乳化液的配比方法与煤矿生产的效益和自动化水平的提高密切联系,为适应综采工作面高产高效的发展以及能够配制出高质量的乳化液,国内外乳化液的配比已经由人工地面混和、手控配液,发展到自动配液。 入混合室在该处造成真空,将抽吸乳化油到主喷射流中,使中性水与乳化油充分混合成一定浓度的乳化液。为调节浓度,在被引射的乳化油管路上设置了可变节流装置。这种方式依靠操作者按经验调节浓度,所配制的乳化液精度也很差。 分散型自动配液。一般采用以浮子阀取代了手控配液方式中的截止阀,自动根据液位配制乳化液,在低液位时系统连通,向乳化液箱注液;当液位达到控制的最高液位时系统自动关闭,停止向乳化液箱注液。在注液过程中能自动完成乳化油和中性水的混和,并且浓度按使用要求可以调节,配比稳定,工作性能及动作稳定、可靠,使用寿命长。该方法操作简单方便,已开始在乳化液泵站上推广使用,无锡煤矿工程机械装备有限公司生产的VRB乳化液泵站、GRB乳化液泵站都使用了这种配液方式。 针对目前煤矿以上乳化液配比方法的不足的现状,本课题研究开发了乳化液自动配比系统,提出了无人值守自动乳化液配比装置。该系统不仅能够实现乳化液配比的全自动化,而且所配乳化液的质量较高,浓度能够满足《煤矿安全规程》的要求。解决了目前困挠煤矿生产的乳化液配比问题,它既可以独立使用进行乳化液配制也可以与大型乳化液泵站配合使用向综采工作面提供动力乳化液。这对于提高煤矿生产的效益具有极为重要的意义。 2 系统工作原理及组成 2.1 工作原理 乳化液自动配比及输送系统由串联反冲过滤器2 组、带液位指示的乳化油箱、乳化液自动配比系统、乳化液箱、乳化液输送系统和乳化液箱远程信号检测装置等组成。其系统组成原理图如图 1 所示。 乳化液自动配比系统主要由齿轮泵、单向阀、自力式流量控制阀、紊流乳化器乳和电磁阀等组成。是通过乳化油箱出口处...


 VIP
VIP






