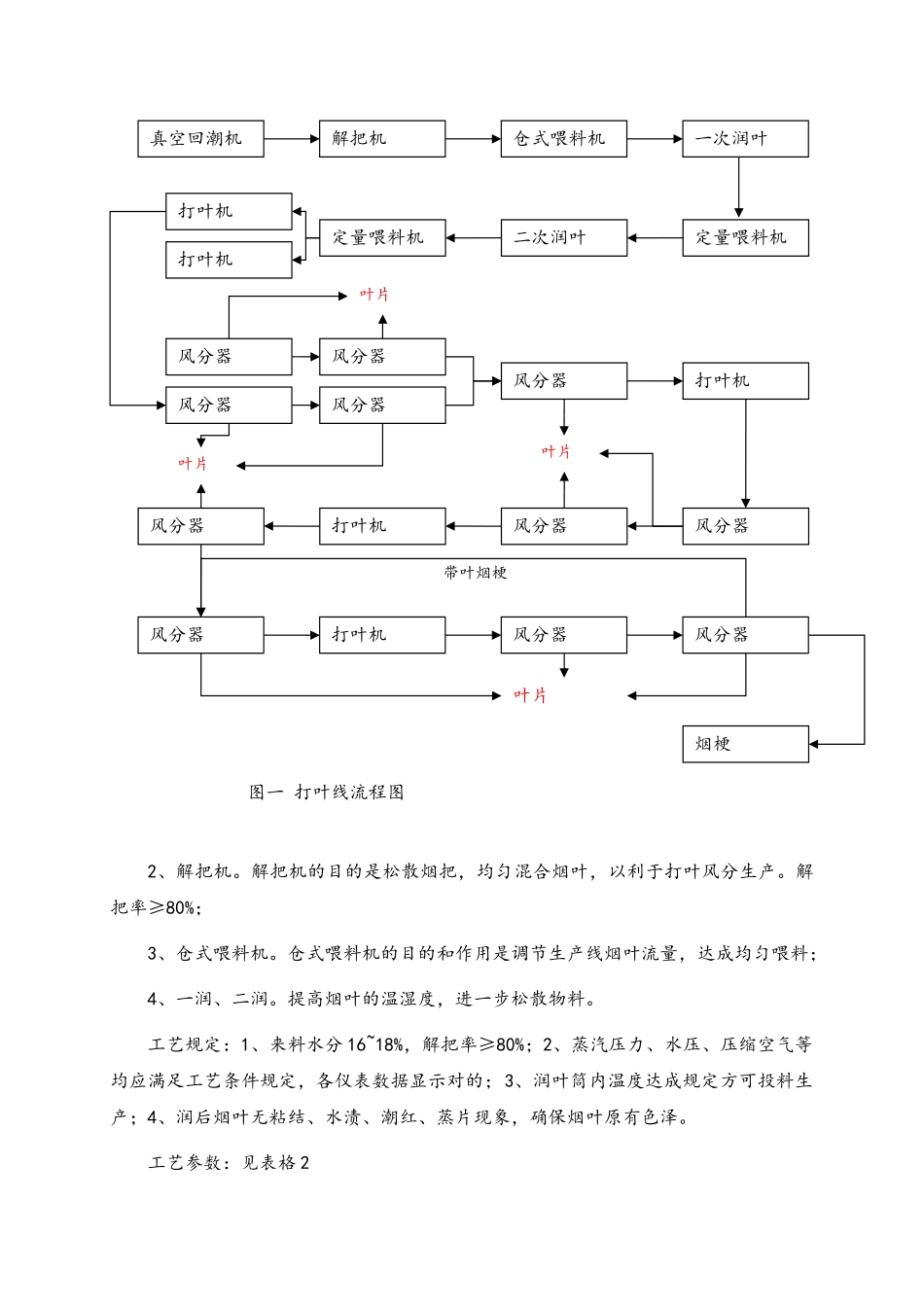
卷烟厂制丝工艺制丝工艺是卷烟厂生产中很重要的一种环节,制丝工艺的优劣直接影响后续卷接工序的工作效率,如果烟丝中梗签、梗片过多,将会造成卷烟机频繁停机,并且造成原材料浪费,烟支中含有梗签和梗片时,会严重减少烟支的燃烧性,出现熄火和爆花现象。卷烟制丝工艺从流程可分为三个大的环节:1、打叶风分制叶片;2、制叶丝;3、制梗丝。一、打叶风分打叶风分的目的是将烟叶进行叶梗分离,根据烟梗与叶片的形状和物理特性,采用与之相适应的工艺解决条件进行解决。即使烟梗的烟质不如叶片,但通过工艺解决制成的梗丝也能够获得较好的填充效果,均匀掺于烟丝中后,能够减少单箱耗叶量。打叶线根据加工对象不同可分为切尖打叶和全叶打叶,切尖打叶受操作工人个人技术和情绪影响较大,因此烟厂普遍采用全叶打叶。根据加工设备不同可分为卧式打叶、立式打叶和立卧组合打叶。它们设备略有区别,但原理大同小异,因此这里只对卧式打叶线做个简朴介绍。图一是卧式打叶风分的简易流程图,下面将结合流程图,对多个设备的目的、原理和作用及其工艺参数进行简朴介绍。1、真空回潮。真空回潮的目的是均匀增加烟叶水分和温度,增大烟叶的物理韧性 ,减少后续生产工序中的造碎。其工作原理是抽取物料仓中的空气,然后喷入高温水蒸气,使烟叶在负压状态下充足吸取水分,以达成增温增湿的作用。工艺规定:1、蒸汽压力、水压、压缩空气等均应满足工艺条件规定,各仪表数据显示对的;2、回潮周期视烟叶产地、等级、品种、烟包含水率等状况拟定;3、回潮烟包码放整洁,不得与回潮机内壁和柜门接触;4、潮后烟叶不得封存于回潮机内,潮后烟叶寄存时间不得超出 30min;5、潮后烟叶应松散柔软,保持原有光泽,叶片无潮红、水渍现象。工艺参数:见表格 1表格 1烟叶等级回潮后包芯温度℃回潮后含水率%回透率%上等烟55~60~≥98中档烟65~7516~17≥98下等烟65~8017~18≥982、解把机。解把机的目的是松散烟把,均匀混合烟叶,以利于打叶风分生产。解把率≥80%;3、仓式喂料机。仓式喂料机的目的和作用是调节生产线烟叶流量,达成均匀喂料;4、一润、二润。提高烟叶的温湿度,进一步松散物料。工艺规定:1、来料水分 16~18%,解把率≥80%;2、蒸汽压力、水压、压缩空气等均应满足工艺条件规定,各仪表数据显示对的;3、润叶筒内温度达成规定方可投料生产;4、润后烟叶无粘结、水渍、潮红、蒸片现象,确保烟叶原有色泽。工艺参数:见表格 2带叶烟梗真空回潮机解把机仓...

 VIP
VIP






