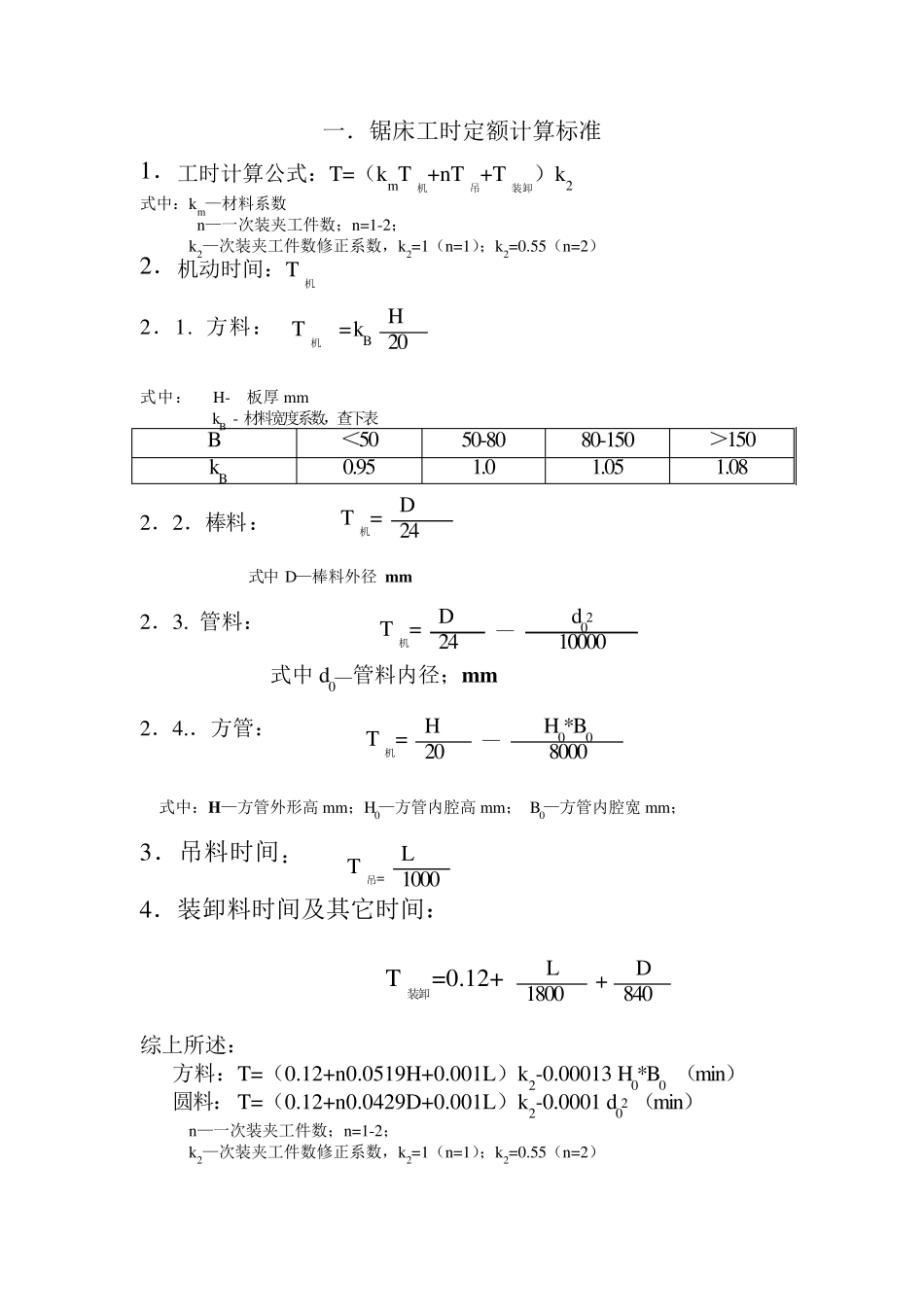
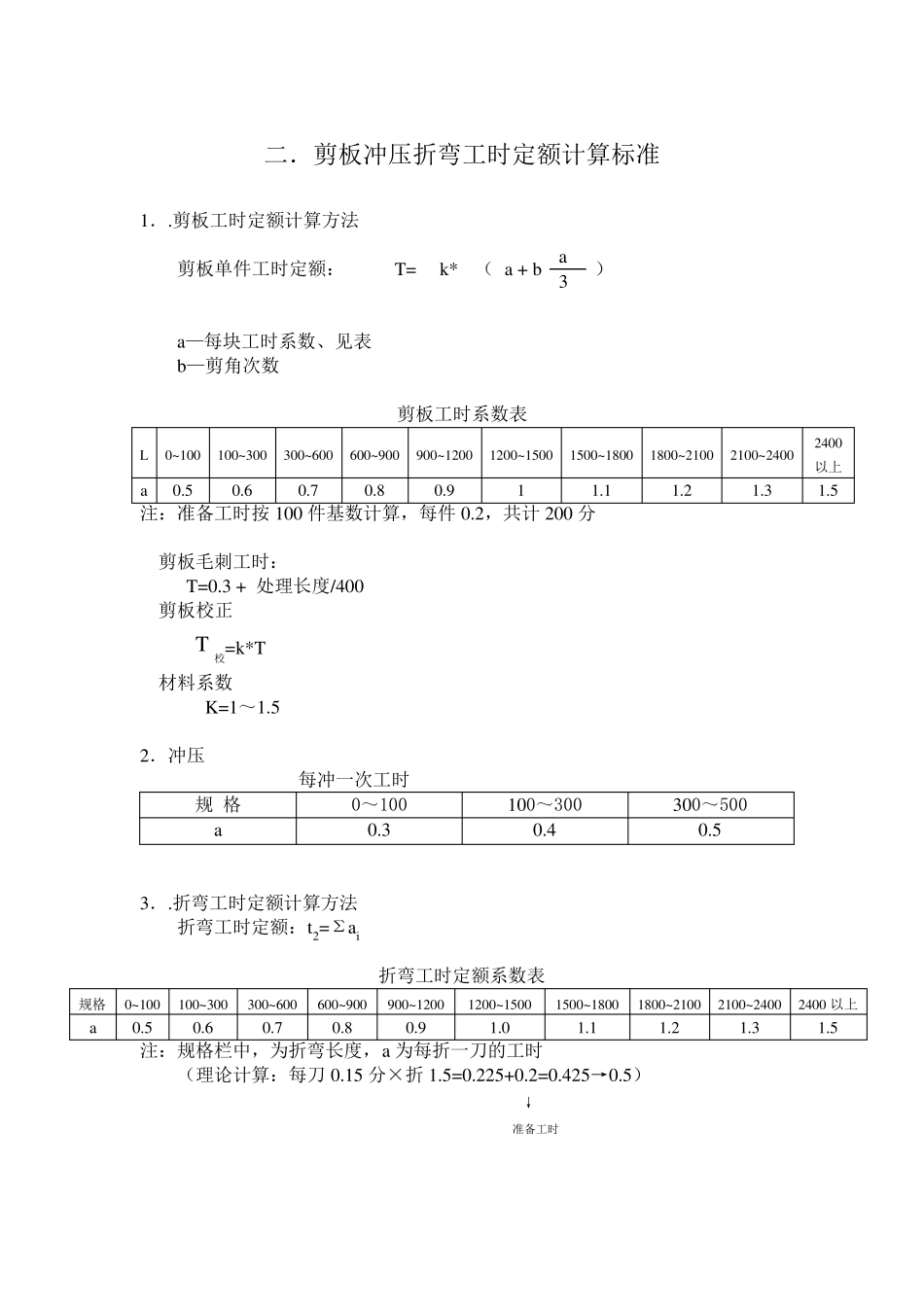
工时定额计算标准 一.锯床工时定额计算标准 1.工时计算公式:T=(kmT机+nT吊+T装卸)k2 式中:km—材料系数 n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) 2.机动时间:T机 2.1. 方料: 式中: H- 板厚 mm kB - 材料宽度系数,查下表 B <50 50-80 80-150 >150 kB 0.95 1.0 1.05 1.08 2.2.棒料: 式中D—棒料外径 mm 2.3. 管料: 式中d0—管料内径;mm 2.4..方管: 式中:H—方管外形高 mm;H0—方管内腔高 mm; B0—方管内腔宽 mm; 3.吊料时间: 4.装卸料时间及其它时间: 综上所述: 方料:T=(0.12+n0.0519H+0.001L)k2-0.00013 H0*B0 (min) 圆料:T=(0.12+n0.0429D+0.001L)k2-0.0001 d02 (min) n—一次装夹工件数;n=1-2; k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2) T机 = kB H 20 T机= D 24 T机= D — d02 24 10000 T机= H — H0*B0 20 8000 T吊= L 1000 T装卸=0.12+ L + D 1800 840 二.剪板冲压折弯工时定额计算标准 1..剪板工时定额计算方法 剪板单件工时定额: a—每块工时系数、见表 b—剪角次数 剪板工时系数表 L 0~ 100 100~ 300 300~ 600 600~ 900 900~ 1200 1200~ 1500 1500~ 1800 1800~ 2100 2100~ 2400 2400以上 a 0.5 0.6 0.7 0.8 0.9 1 1.1 1.2 1.3 1.5 注:准备工时按100 件基数计算,每件0.2,共计200 分 剪板毛刺工时: T=0.3 + 处理长度/400 剪板校正 T校=k*T 材料系数 K=1~1.5 2.冲压 每冲一次工时 规 格 0~100 100~300 300~500 a 0.3 0.4 0.5 3..折弯工时定额计算方法 折弯工时定额:t2=Σai 折弯工时定额系数表 规格 0~ 100 100~ 300 300~ 600 600~ 900 900~ 1200 1200~ 1500 1500~ 1800 1800~ 2100 2100~ 2400 2400 以上 a 0.5 0.6 0.7 0.8 0.9 1.0 1.1 1.2 1.3 1.5 注:规格栏中,为折弯长度,a 为每折一刀的工时 (理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5) ↓ 准备工时 T= k* ( a + b a ) 3 三.风割焊接工时定额计算标准 1.风割工时 板 厚 V 切割速度mm/min <10 500 10~30 400 30~60 300 公式: 修磨工时含补焊工时: T修磨= T风割 / 2 2.焊接单件工时: T焊接=T工件装卸+T点焊+ T全焊 2.1...





 VIP
VIP

