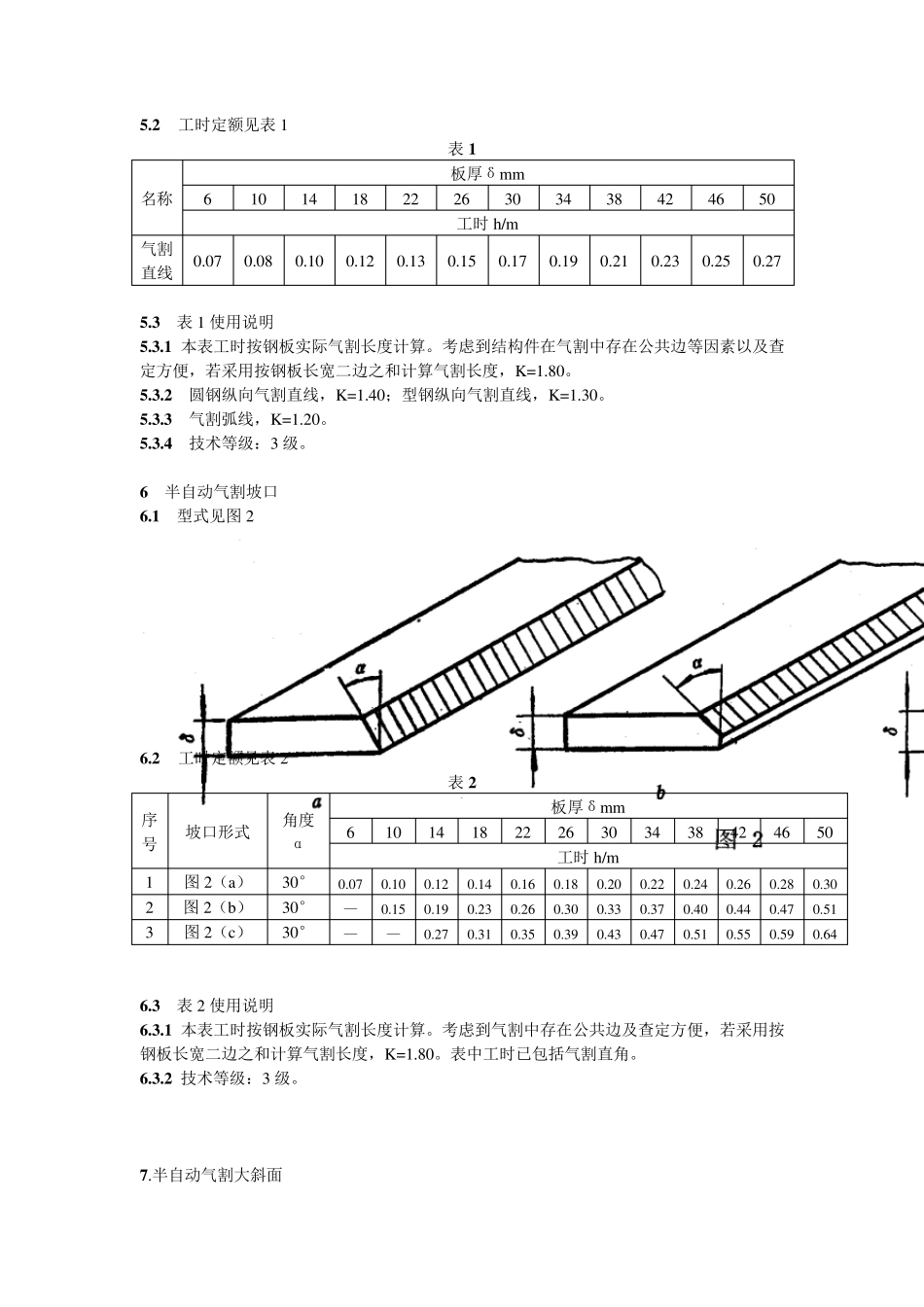
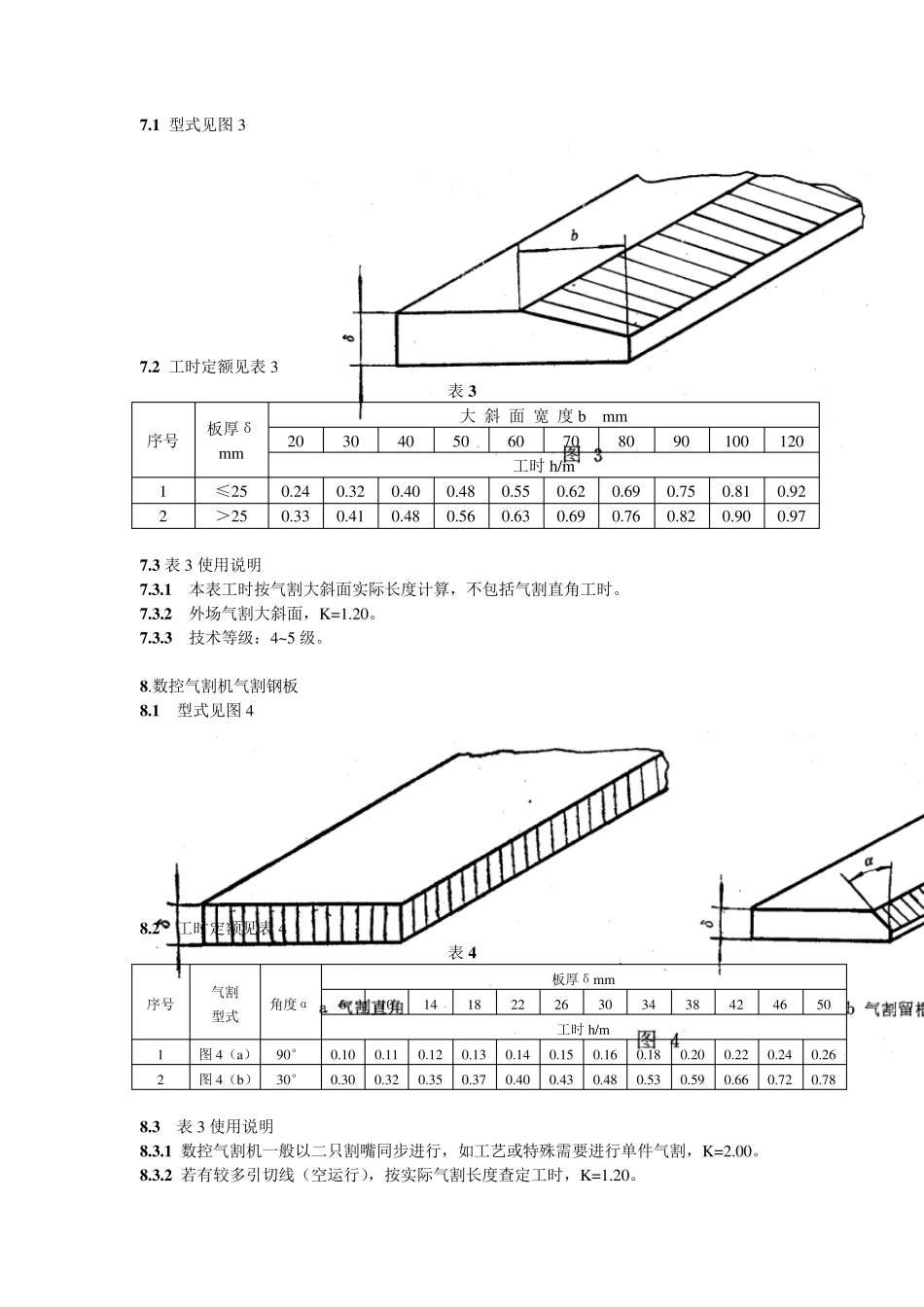
工时定额计算手册 气割 本标准适用钢结构件的数控气割、手工气割、半自动气割等工时定额查定。 本标准工时定额包括:基本时间、辅助时间、布置工作地时间、休息与生理需要时间、准备与结束时间。 1 操作内容 1.1 操作前应先熟悉工艺要求,准备工具,检查机器设备及运行状况,检查乙炔、氧气的压力以及工作场地的安全生产条件,清除工件切割表面的油污、铁锈等脏物,根据工件材质和厚度,选择合适的割嘴。 1.2 操作时应随时把握和调整割缝与割线相符,保持最佳的切割速度和割距,气割过程中根据实际情况,随时调整氧气、乙炔压力和气割速度,达到无熔渣和少熔渣。 1.3 气割后清除工件熔渣和氧化皮,清扫工作场地,做好工具设备的日常保养工作,保证气割质量,达到精度要求。 2 技术要求 气割零件尺寸精度应符合有关规定。 3 修正系数 K 3.1 本标准工时以钢板宽度δ为 1800m m,长度 L 为 8000m m 的规格制订。 3.2 用瓶装氧气、乙炔施工,K=1.15。 3.3 若一个工件同时需要用多个系数修正时,其总的修正系数 K 为各修正系数 K 之积。 4. 使用方法 4.1 本标准定员:手工气割、半自动气割、靠模气割均为一人操作;数控气割、门式气割、大斜面气割均为二人操作。 4.2 钢板气割以实际气割长度计算,型钢以实际气割头数计算。 4.3 气割坡口工时已包括先割直线,后割斜面的工时。 4.4 若所要查定的零件尺寸在表格中无具体规定时,可用内插法或类推法求工时定额。 5 半自动气割直线 5.1 型式见图 1 5 .2 工时定额见表1 表1 名称 板厚δm m 6 10 14 18 22 26 30 34 38 42 46 50 工时h/m 气割直线 0.07 0.08 0.10 0.12 0.13 0.15 0.17 0.19 0.21 0.23 0.25 0.27 5 .3 表1 使用说明 5 .3 .1 本表工时按钢板实际气割长度计算。考虑到结构件在气割中存在公共边等因素以及查定方便,若采用按钢板长宽二边之和计算气割长度,K=1.80。 5 .3 .2 圆钢纵向气割直线,K=1.40;型钢纵向气割直线,K=1.30。 5 .3 .3 气割弧线,K=1.20。 5 .3 .4 技术等级:3 级。 6 半自动气割坡口 6 .1 型式见图2 6 .2 工时定额见表2 表2 序号 坡口形式 角度 α 板厚δm m 6 10 14 18 22 26 30 34 38 42 46 50 工时h/m 1 图2(a) 30° 0.07 0.10 0.12 0.14 0.16 0.18 0.20 0.22 0.24 0.26 0.28 0.30 2 图2(b) 30° — 0.15...





 VIP
VIP

