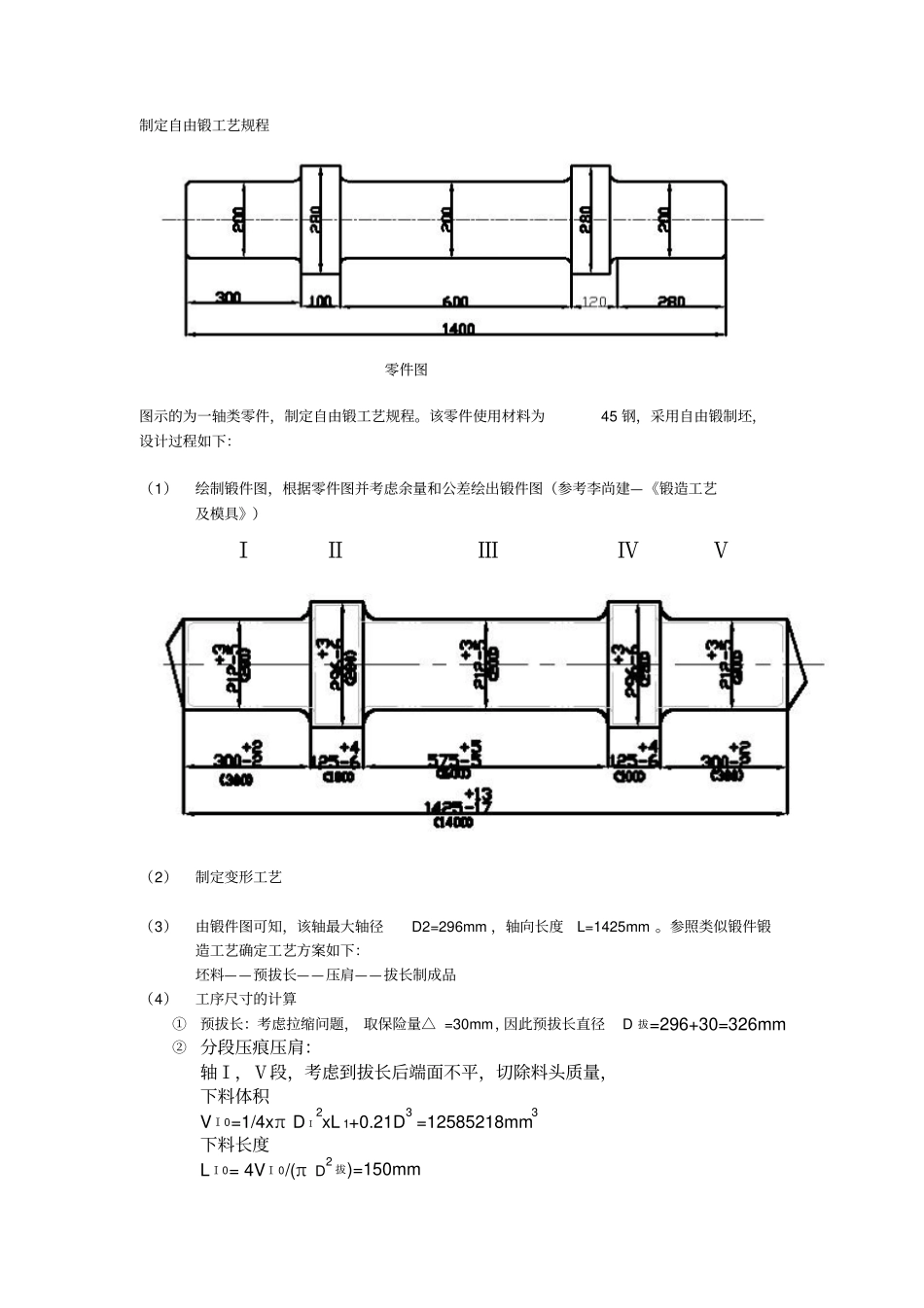
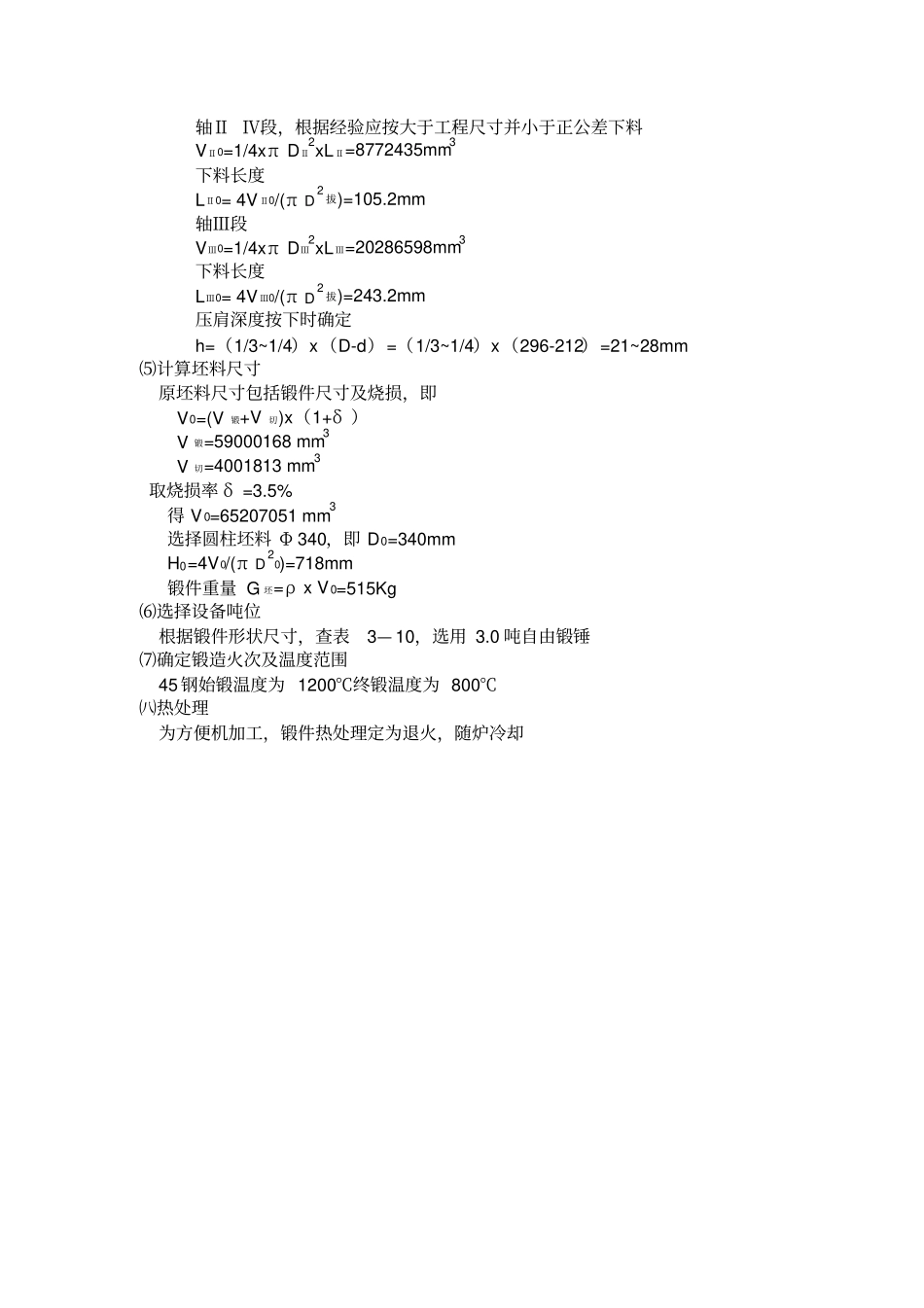
制定自由锻工艺规程零件图图示的为一轴类零件,制定自由锻工艺规程。该零件使用材料为45 钢,采用自由锻制坯,设计过程如下:(1)绘制锻件图,根据零件图并考虑余量和公差绘出锻件图(参考李尚建—《锻造工艺及模具》)ⅠⅡⅢⅣⅤ(2)制定变形工艺(3)由锻件图可知,该轴最大轴径D2=296mm ,轴向长度L=1425mm 。参照类似锻件锻造工艺确定工艺方案如下:坯料——预拔长——压肩——拔长制成品(4)工序尺寸的计算①预拔长:考虑拉缩问题, 取保险量△ =30mm,因此预拔长直径D 拔=296+30=326mm ② 分段压痕压肩:轴Ⅰ,Ⅴ段,考虑到拔长后端面不平,切除料头质量,下料体积VⅠ0=1/4xπ DⅠ2xL 1+0.21D3 =12585218mm3下料长度LⅠ0= 4VⅠ 0/(π D2 拔)=150mm 轴Ⅱ Ⅳ段,根据经验应按大于工程尺寸并小于正公差下料VⅡ0=1/4xπ DⅡ2xL Ⅱ=8772435mm3下料长度LⅡ0= 4V Ⅱ0/(π D2拔)=105.2mm 轴Ⅲ段VⅢ0=1/4xπ DⅢ2xL Ⅲ=20286598mm3 下料长度LⅢ0= 4V Ⅲ0/(π D2拔)=243.2mm 压肩深度按下时确定h=(1/3~1/4)x(D-d)=(1/3~1/4)x(296-212)=21~28mm ⑸计算坯料尺寸原坯料尺寸包括锻件尺寸及烧损,即V0=(V锻+V切)x(1+δ )V 锻=59000168 mm3V 切=4001813 mm3取烧损率 δ =3.5% 得 V 0=65207051 mm3选择圆柱坯料 Φ 340,即 D0=340mm H0=4V0/(π D20)=718mm 锻件重量 G 坯=ρ x V 0=515Kg ⑹选择设备吨位根据锻件形状尺寸,查表3— 10,选用 3.0 吨自由锻锤⑺确定锻造火次及温度范围45 钢始锻温度为 1200℃终锻温度为 800℃㈧热处理为方便机加工,锻件热处理定为退火,随炉冷却工艺卡片锻 件 名称阶 梯 轴 毛 坯工艺类型自由锻材料45 号钢设备3t 锻锤加热次数1 次锻造温度范围800~1200℃锻件图坯料图序号工序名称工 序 简 图使用工具操作工艺1 预拔长圆口钳;边轻打,边旋转锻件。2 压肩压肩棒子压出右侧拔长为Ⅴ轴部分。3 拔长圆口钳;将 轴 Ⅴ 段 拔 长 至 略 大 于212mm 4 滚圆圆口钳;将轴Ⅴ段滚圆5 压肩圆口钳;压肩摔截出中Ⅳ段长度105mm 6 反向重复2,3 ,4,5步圆口钳;摔圆摔子;压肩摔锻出Ⅰ轴并截出Ⅱ轴7 锻出中间凹裆圆口钳锻出中间凹裆至略大于 212mm 8 滚圆圆口钳滚中间凹裆至尺寸9 切断切除余料至尺寸






 VIP
VIP
