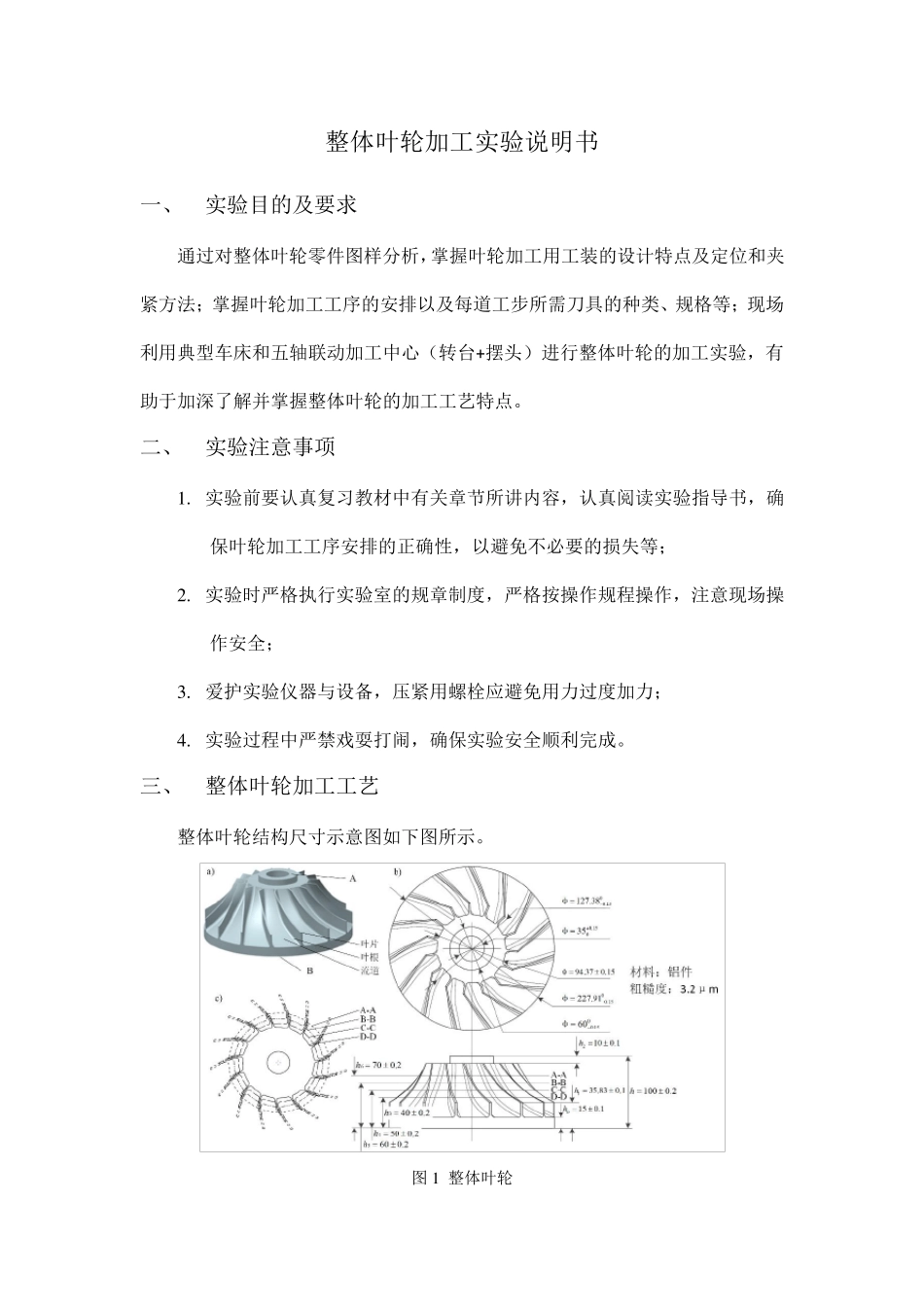
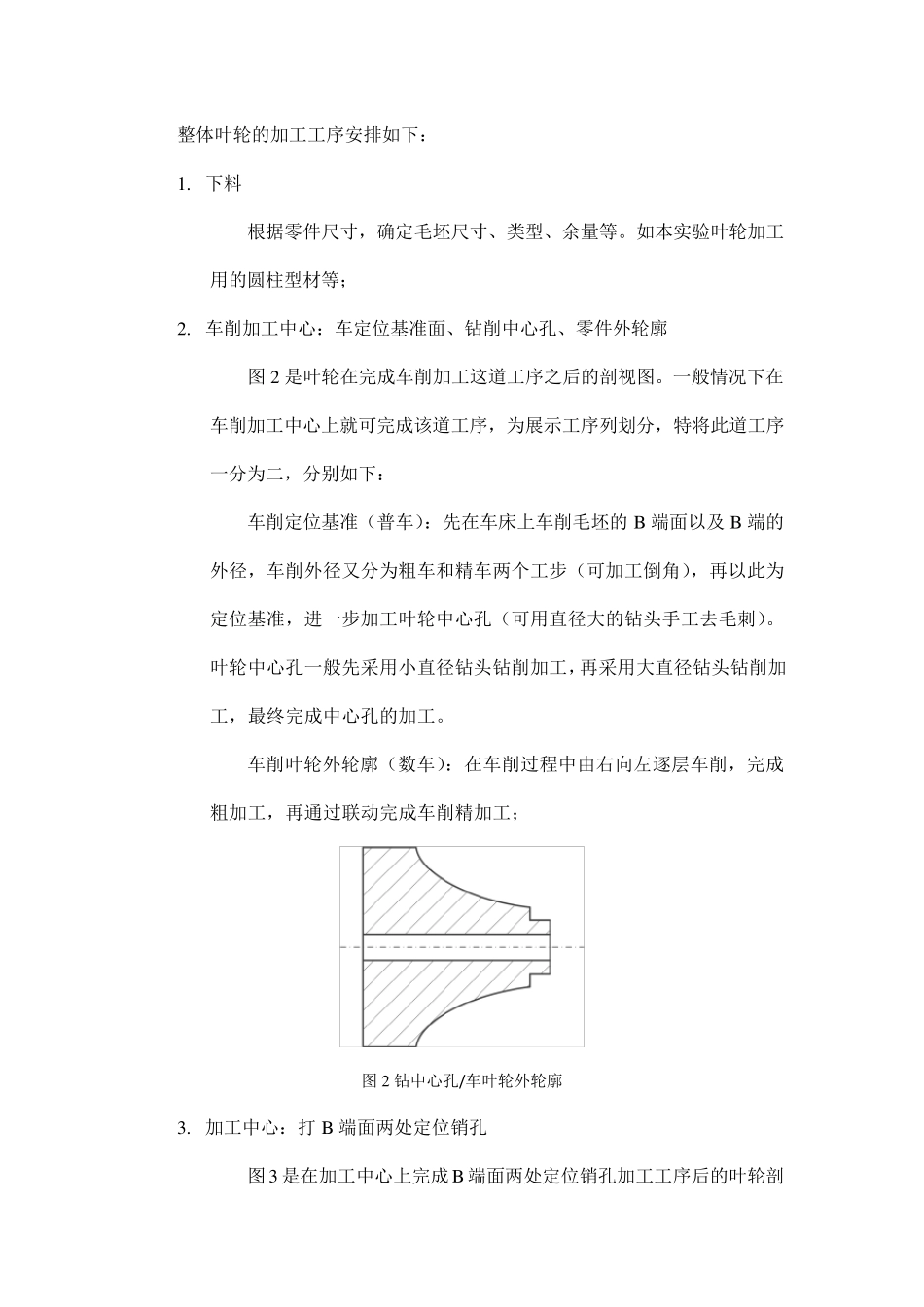
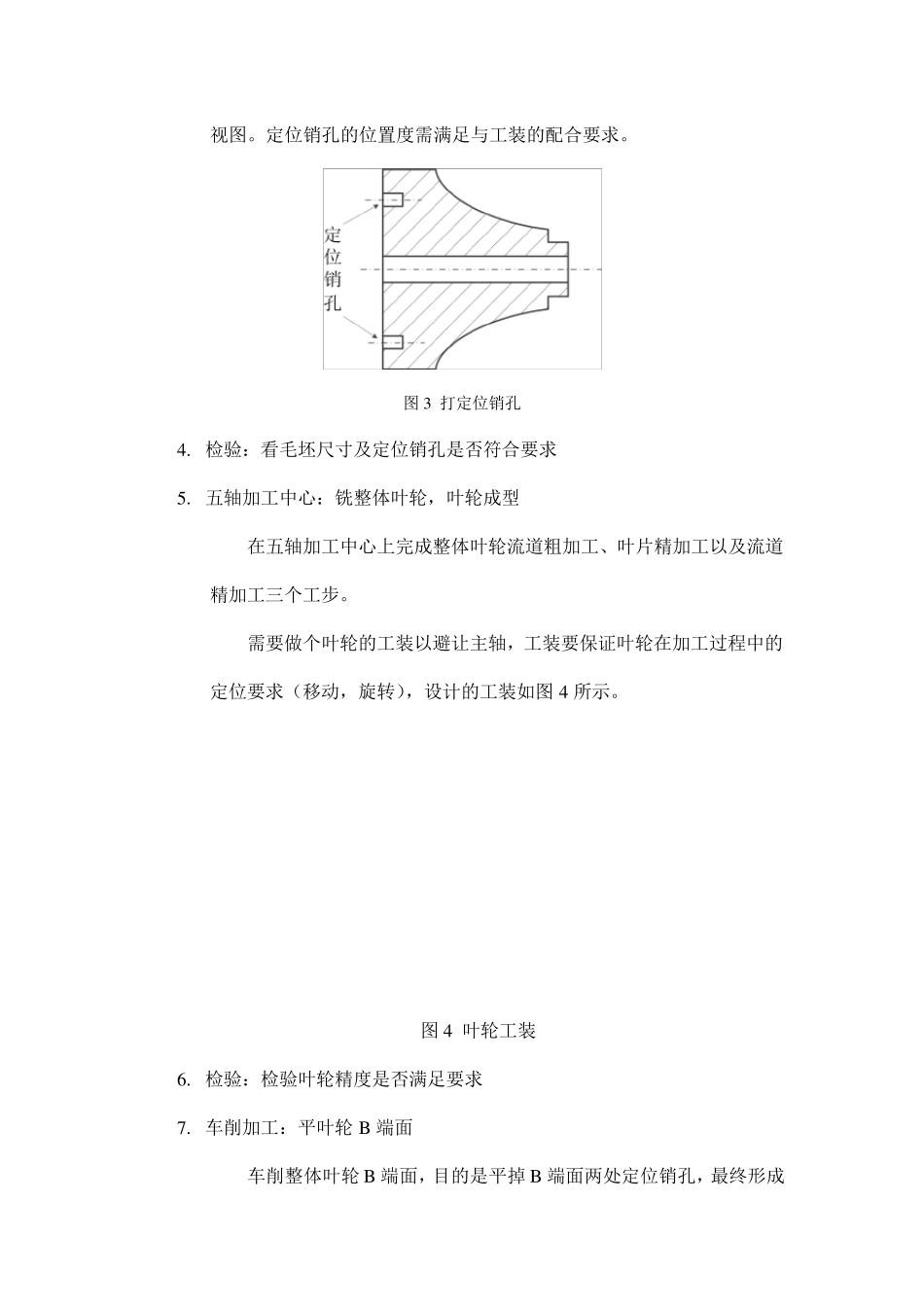
整体叶轮加工实验说明书 一、 实验目的及要求 通过对整体叶轮零件图样分析,掌握叶轮加工用工装的设计特点及定位和夹紧方法;掌握叶轮加工工序的安排以及每道工步所需刀具的种类、规格等;现场利用典型车床和五轴联动加工中心(转台+ 摆头)进行整体叶轮的加工实验,有助于加深了解并掌握整体叶轮的加工工艺特点。 二、 实验注意事项 1 . 实验前要认真复习教材中有关章节所讲内容,认真阅读实验指导书,确保叶轮加工工序安排的正确性,以避免不必要的损失等; 2 . 实验时严格执行实验室的规章制度,严格按操作规程操作,注意现场操作安全; 3 . 爱护实验仪器与设备,压紧用螺栓应避免用力过度加力; 4 . 实验过程中严禁戏耍打闹,确保实验安全顺利完成。 三、 整体叶轮加工工艺 整体叶轮结构尺寸示意图如下图所示。 图 1 整体叶轮 整体叶轮的加工工序安排如下: 1. 下料 根据零件尺寸,确定毛坯尺寸、类型、余量等。如本实验叶轮加工用的圆柱型材等; 2. 车削加工中心:车定位基准面、钻削中心孔、零件外轮廓 图 2 是叶轮在完成车削加工这道工序之后的剖视图。一般情况下在车削加工中心上就可完成该道工序,为展示工序列划分,特将此道工序一分为二,分别如下: 车削定位基准(普车):先在车床上车削毛坯的B 端面以及 B 端的外径,车削外径又分为粗车和精车两个工步(可加工倒角),再以此为定位基准,进一步加工叶轮中心孔(可用直径大的钻头手工去毛刺)。叶轮中心孔一般先采用小直径钻头钻削加工,再采用大直径钻头钻削加工,最终完成中心孔的加工。 车削叶轮外轮廓(数车):在车削过程中由右向左逐层车削,完成粗加工,再通过联动完成车削精加工; 图 2 钻中心孔/车叶轮外轮廓 3. 加工中心:打 B 端面两处定位销孔 图 3 是在加工中心上完成 B 端面两处定位销孔加工工序后的叶轮剖视图。定位销孔的位置度需满足与工装的配合要求。 图3 打定位销孔 4. 检验:看毛坯尺寸及定位销孔是否符合要求 5. 五轴加工中心:铣整体叶轮,叶轮成型 在五轴加工中心上完成整体叶轮流道粗加工、叶片精加工以及流道精加工三个工步。 需要做个叶轮的工装以避让主轴,工装要保证叶轮在加工过程中的定位要求(移动,旋转),设计的工装如图4 所示。 图4 叶轮工装 6. 检验:检验叶轮精度是否满足要求 7. 车削加工:平叶轮B 端面 车削整体叶轮B 端面,目的是平掉 B 端面两处定位销孔,最终形...





 VIP
VIP

