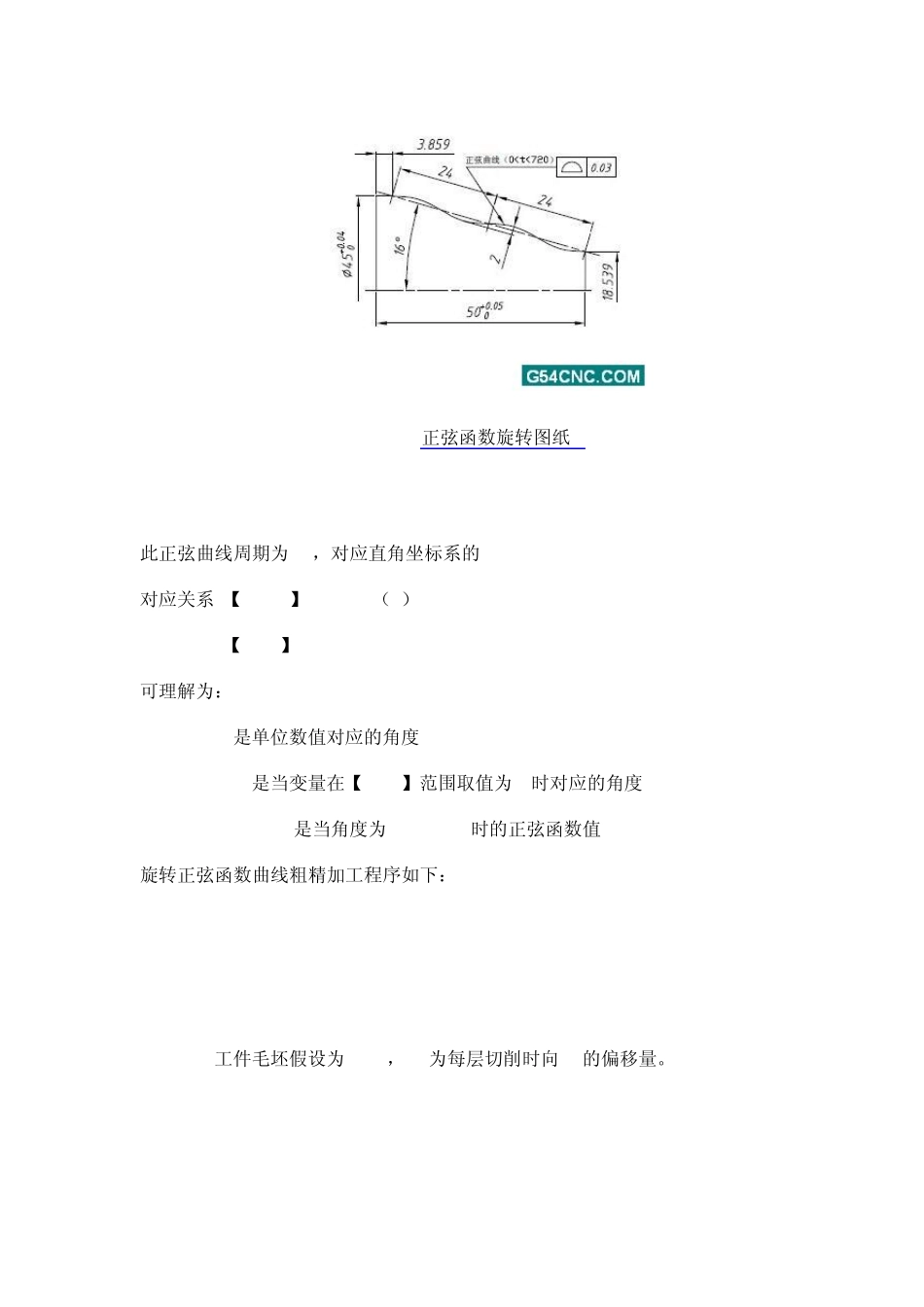
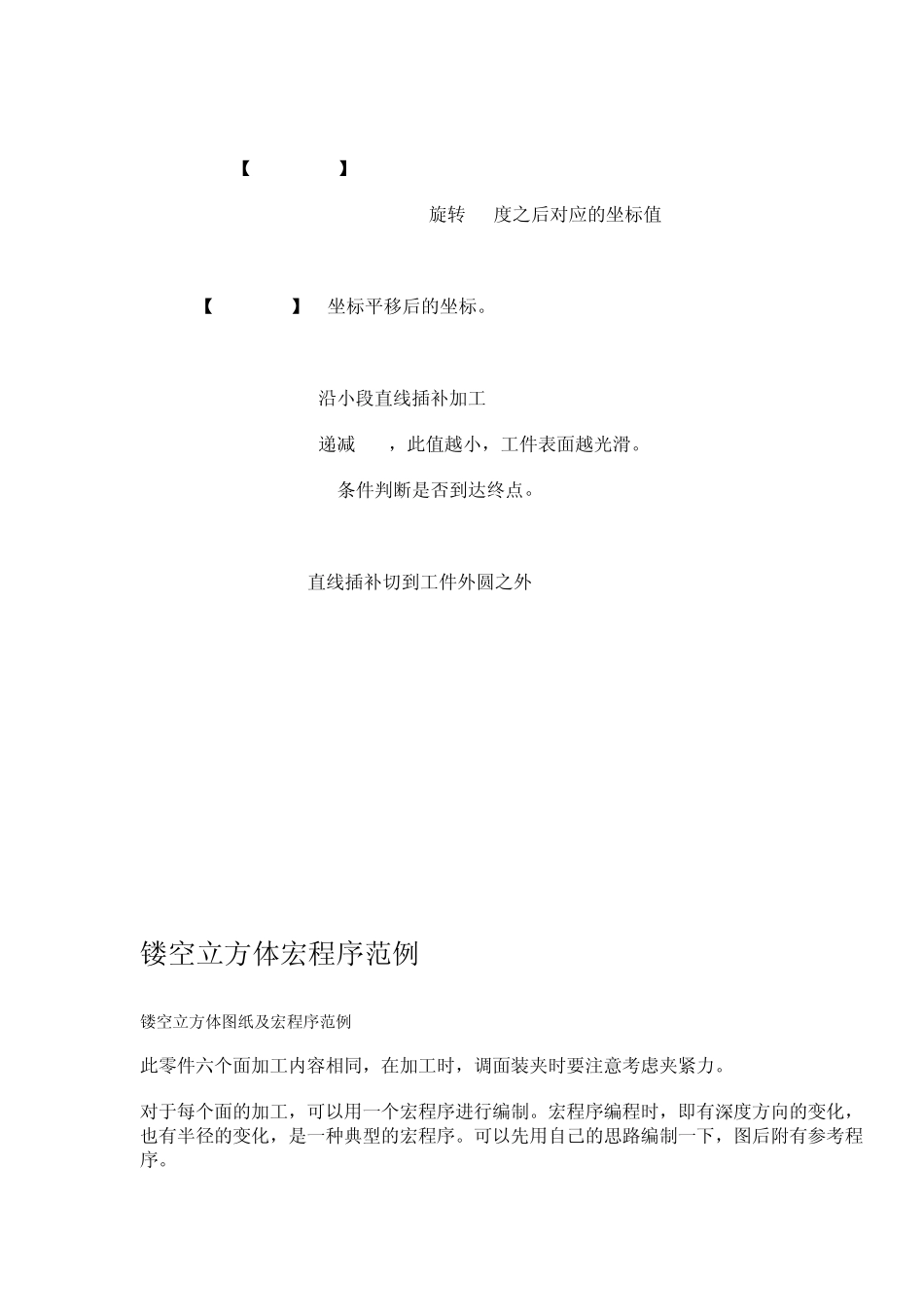
由浅入深宏程序10-车床旋转正弦函数宏程序 正弦函数曲线旋转宏程序 坐标点旋转1 s = x cos(b) – y sin(b) t = x sin(b) + y cos(b) 根据下图,原来的点(#1,#2),旋转后的点(#4,#5),则公式: #4=#1*COS[b]- #2*SIN[b] #5=#1*SIN[b]+ #2*COS[b] 公式中角度 b,逆时针为正,顺时针为负。 下图中正弦曲线如果以其左边的端点为参考原点,则此条正弦曲线顺时针旋转了 16度,即b=-16 正弦函数旋转图纸1 此正弦曲线周期为24,对应直角坐标系的360 对应关系 【0,360】 y=sin(x) 【0,24】 y=sin(360*x/24) 可理解为: 360/24是单位数值对应的角度 360*x/24是当变量在【0,24】范围取值为x时对应的角度 sin(360*x/24)是当角度为360*x/24时的正弦函数值 旋转正弦函数曲线粗精加工程序如下: T0101 M3S800 G0X52Z5 #6=26 工件毛坯假设为50mm,#6为每层切削时向+X的偏移量。 N5 G0X[#6+18.539] G1Z0F0.1 #1=48 N10 #2=sin【360*#1/24】 #4=#1*COS[-16]- #2*SIN[-16] 旋转30度之后对应的坐标值 #5=#1*SIN[-16]+ #2*COS[-16] #7=#4-【50-3.875】 坐标平移后的坐标。 #8=45+2*#5+#6 G1X[#8]Z[#7]F0.1 沿小段直线插补加工 #1=#1-0.5 递减 0.5,此值越小,工件表面越光滑。 IF [#1 GE 0] GOTO 10 条件判断是否到达终点。 Z-50 G1X52 直线插补切到工件外圆之外 G0Z5 #6=#6-2 IF [#6 GE 0] GOTO 5 G0X150Z150 M5 M30 镂空立方体宏程序范例 镂空立方体图纸及宏程序范例 此零件六个面加工内容相同,在加工时,调面装夹时要注意考虑夹紧力。 对于每个面的加工,可以用一个宏程序进行编制。宏程序编程时,即有深度方向的变化,也有半径的变化,是一种典型的宏程序。可以先用自己的思路编制一下,图后附有参考程序。 图片 1 图片2 G64G40G90G54G0X0Y0Z100 G0Z5 #1=-2.75 (分四层切削,共11mm深) #2=25 (第一层,最大一个沉孔直径为25mm,其次为20、15、10) N10 G1Z[#1]F30 G1G41X[#2]D01F200 G3 I[-#2]R[#2] G1G40X0 #1=#1-2.75 #2=#2-5 IF [#1 GE -11] GOTO 10 G0Z100 M5 M30 点评:程序中有两个变量,但只用一个循环就可以了。因为两个方向的变化都分别是等值递减的,所以把其中一个直接放到另一个循环里做好递减就可以了。 车削“斜椭圆”的宏程序 本文分析了斜椭圆的数控车床加工问题,通过旋转转换方程确定了斜椭圆的参数方程,编...






 VIP
VIP

