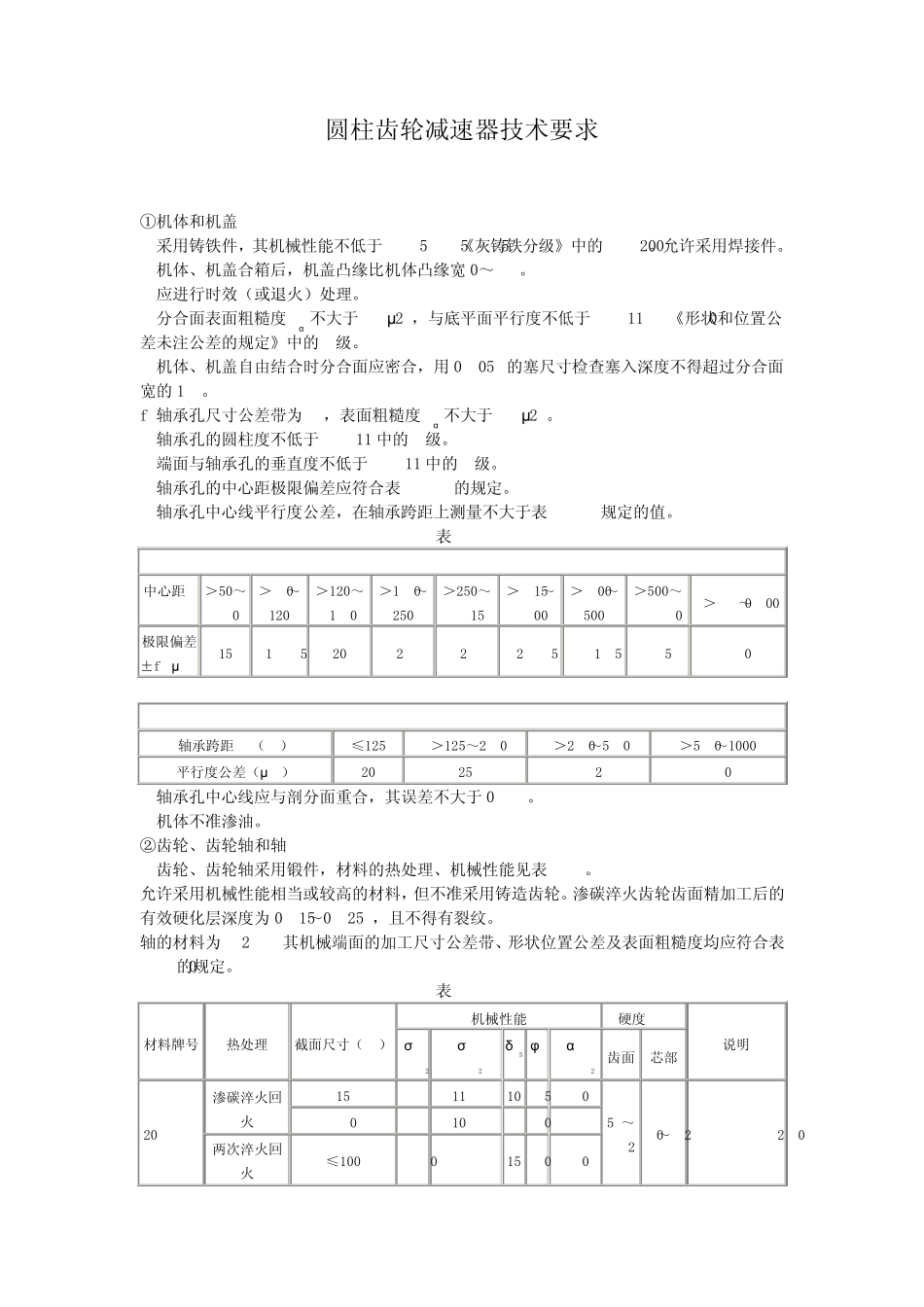
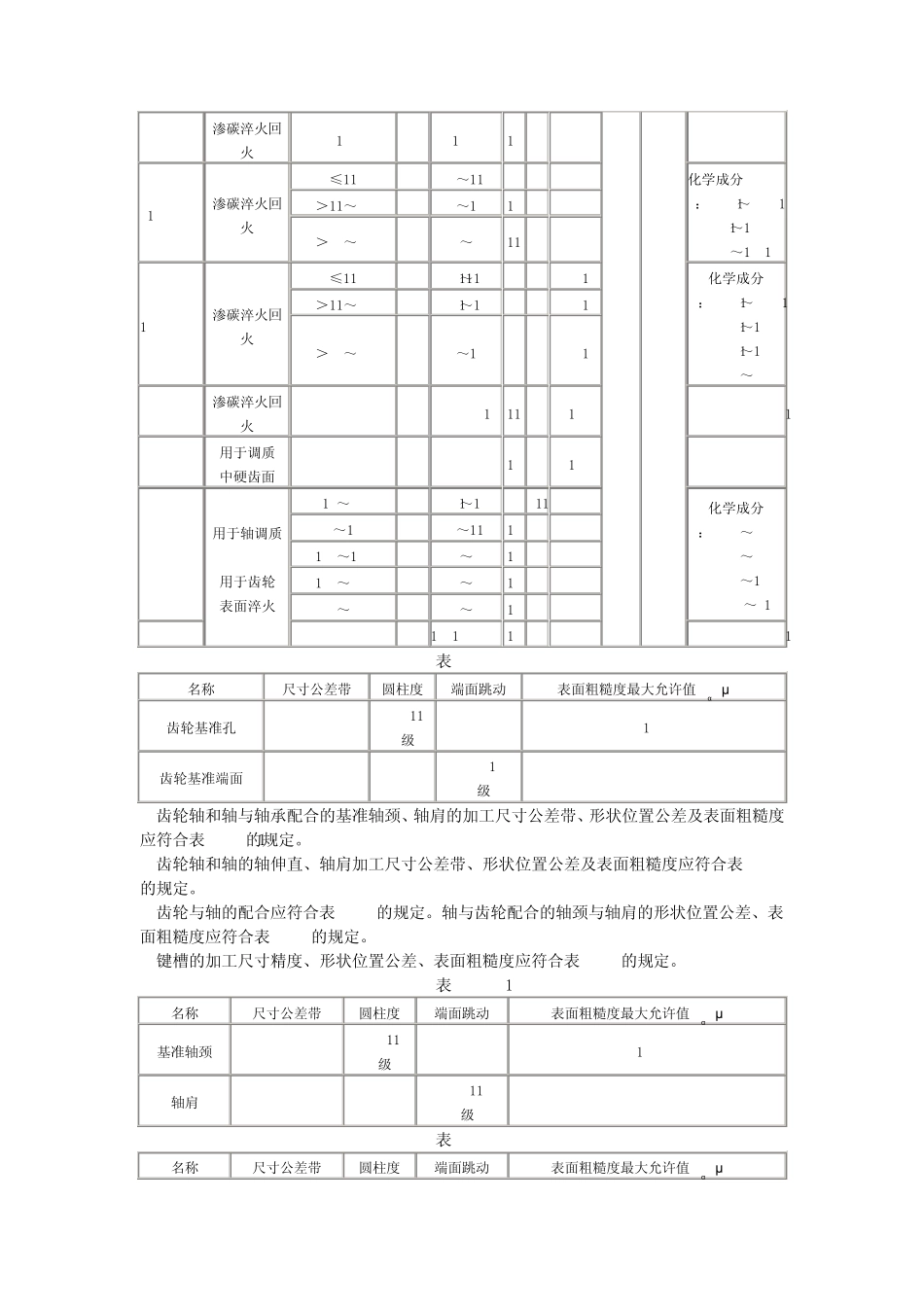
圆柱齿轮减速器技术要求 ①机体和机盖 a.采用铸铁件,其机械性能不低于GB5675-85《灰铸铁分级》中的HT200。允许采用焊接件。 b.机体、机盖合箱后,机盖凸缘比机体凸缘宽0~4mm。 c.应进行时效(或退火)处理。 d.分合面表面粗糙度Rα 不大于3.2μ m,与底平面平行度不低于GB1184-80《形状和位置公差未注公差的规定》中的8级。 e.机体、机盖自由结合时分合面应密合,用0.05mm的塞尺寸检查塞入深度不得超过分合面宽的1/3。 f.轴承孔尺寸公差带为H7,表面粗糙度Rα 不大于3.2μ m。 g.轴承孔的圆柱度不低于GB1184中的7级。 h.端面与轴承孔的垂直度不低于GB1184中的8级。 i.轴承孔的中心距极限偏差应符合表8-68a)的规定。 j.轴承孔中心线平行度公差,在轴承跨距上测量不大于表8-68b)规定的值。 表8-68 a 中心距a (mm) >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 >500~630 >630~800 极限偏差 ±fa(μ m) 15 17.5 20 23 26 28.5 31.5 35 40 b 轴承跨距LG(mm) ≤125 >125~280 >280~560 >560~1000 平行度公差(μ m) 20 25 32 40 k.轴承孔中心线应与剖分面重合,其误差不大于0.3mm。 l.机体不准渗油。 ②齿轮、齿轮轴和轴 a.齿轮、齿轮轴采用锻件,材料的热处理、机械性能见表8-69。 允许采用机械性能相当或较高的材料,但不准采用铸造齿轮。渗碳淬火齿轮齿面精加工后的有效硬化层深度为0.15~0.25mm,且不得有裂纹。 轴的材料为42CrMo,其机械端面的加工尺寸公差带、形状位置公差及表面粗糙度均应符合表8-70的规定。 表8-69 材料牌号 热处理 截面尺寸(mm) 机械性能 硬度HRC 说明 σs N/mm2 σb N/mm2 δ5 (%) φ (%) αk Nm/cm2 齿面 芯部 20CrMnMo 渗碳淬火回火 15 883 1177 10 45 70 54~62 30~42 JB/ZQ4290-86 30 786 1079 7 40 两次淬火回火 ≤100 490 834 15 40 40 20CrMnTi 渗碳淬火回火 15 834 1079 10 45 70 16MnCr5 渗碳淬火回火 ≤11 640 880~1180 9 35 34 化学成分 C:0.14~0.19 Mn:1.0~1.3 Cr:0.8~1.1 >11~30 590 780~1080 10 40 34 >30~63 440 640~930 11 45 34 17CrNiMo6 渗碳淬火回火 ≤11 835 1180~1420 7 30 41 化学成分 C:0.14~0.19 Cr:1.5~1.8 Ni:1.4~1.6 Mo:0.25~0.35 >11~30 785 1080~1320 8 35 41...





 VIP
VIP

