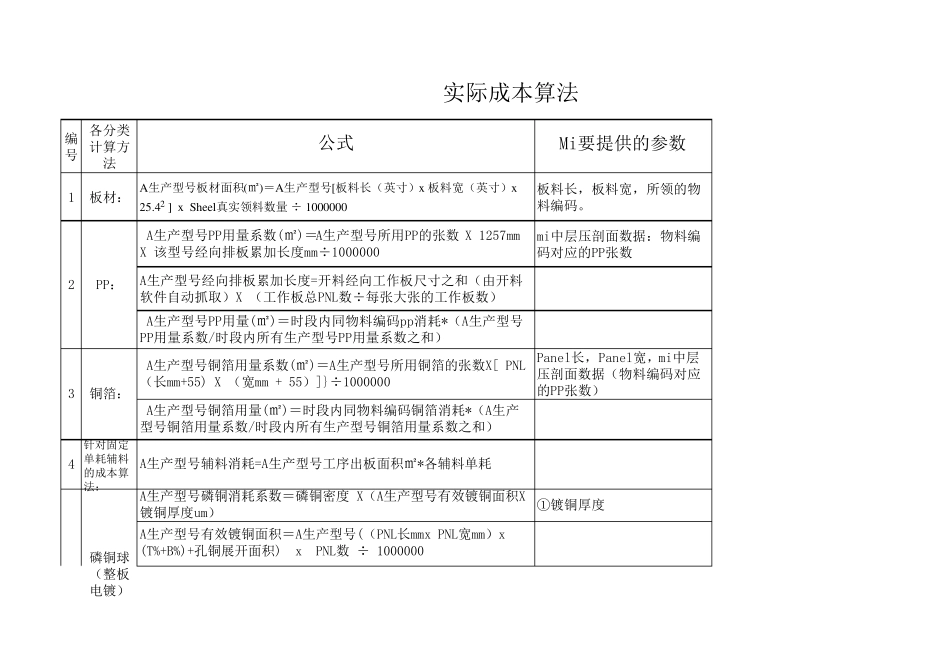
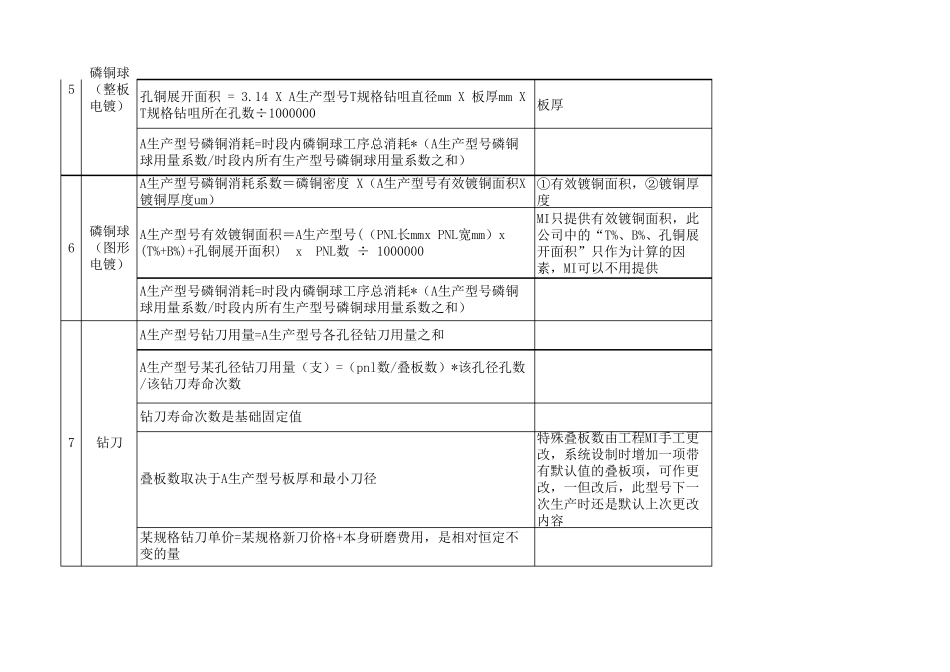
编号各分类计算方法Mi要提供的参数1板材:板料长,板料宽,所领的物料编码。mi中层压剖面数据:物料编码对应的PP张数A生产型号经向排板累加长度=开料经向工作板尺寸之和(由开料软件自动抓取)X (工作板总PNL数÷每张大张的工作板数)Panel长,Panel宽,mi中层压剖面数据(物料编码对应的PP张数)4针对固定单耗辅料的成本算法:①镀铜厚度 A生产型号PP用量系数(㎡)=A生产型号所用PP的张数 X 1257mmX 该型号经向排板累加长度mm÷1000000 A生产型号PP用量(㎡)=时段内同物料编码pp消耗*(A生产型号PP用量系数/时段内所有生产型号PP用量系数之和)3铜箔: A生产型号铜箔用量系数(㎡)=A生产型号所用铜箔的张数X[ PNL(长mm+55) X (宽mm + 55)]}÷1000000 A生产型号铜箔用量(㎡)=时段内同物料编码铜箔消耗*(A生产型号铜箔用量系数/时段内所有生产型号铜箔用量系数之和)实际成本算法公式A生产型号板材面积(㎡)=A生产型号[板料长(英寸)x 板料宽(英寸)x25.42 ] x Sheel真实领料数量 ÷ 10000002PP:A生产型号辅料消耗=A生产型号工序出板面积㎡*各辅料单耗磷铜球(整板电镀)A生产型号磷铜消耗系数=磷铜密度 X(A生产型号有效镀铜面积X镀铜厚度um)A生产型号有效镀铜面积=A生产型号((PNL长mmx PNL宽mm)x(T%+B%)+孔铜展开面积) x PNL数 ÷ 1000000孔铜展开面积 = 3.14 X A生产型号T规格钻咀直径mm X 板厚mm XT规格钻咀所在孔数÷1000000板厚①有效镀铜面积,②镀铜厚度MI只提供有效镀铜面积,此公司中的“T%、B%、孔铜展开面积”只作为计算的因素,MI可以不用提供特殊叠板数由工程MI手工更改,系统设制时增加一项带有默认值的叠板项,可作更改,一但改后,此型号下一次生产时还是默认上次更改内容A生产型号磷铜消耗=时段内磷铜球工序总消耗*(A生产型号磷铜球用量系数/时段内所有生产型号磷铜球用量系数之和)6磷铜球(图形电镀)A生产型号磷铜消耗系数=磷铜密度 X(A生产型号有效镀铜面积X镀铜厚度um)A生产型号有效镀铜面积=A生产型号((PNL长mmx PNL宽mm)x(T%+B%)+孔铜展开面积) x PNL数 ÷ 1000000A生产型号磷铜消耗=时段内磷铜球工序总消耗*(A生产型号磷铜球用量系数/时段内所有生产型号磷铜球用量系数之和)5磷铜球(整板电镀)7钻刀A生产型号钻刀用量=A生产型号各孔径钻刀用量之和A生产型号某孔径钻刀用量(支)=(pnl数/叠板数)*该孔径孔数/该钻刀寿命次数钻刀寿命次数是基础固定值叠板...





 VIP
VIP

