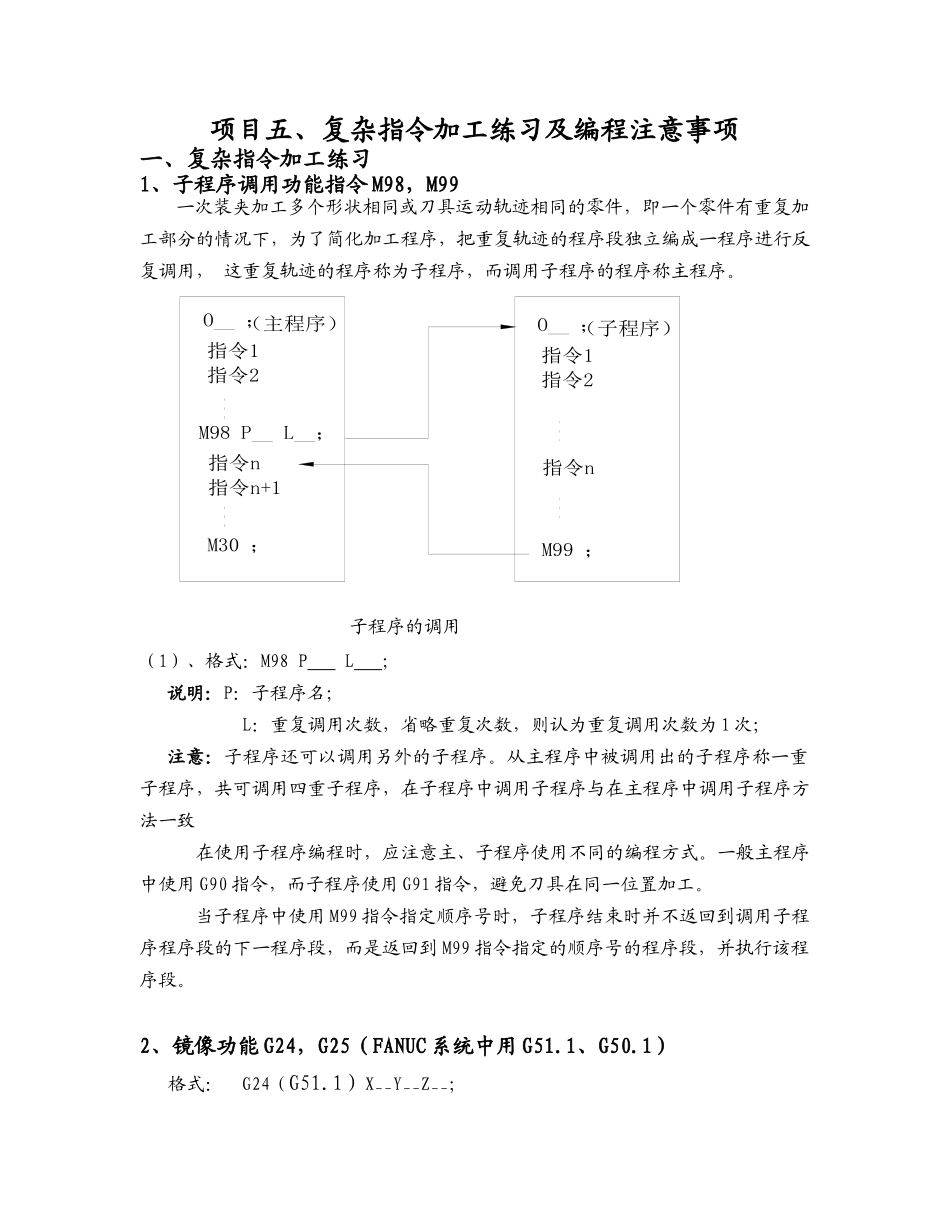
项目五、复杂指令加工练习及编程注意事项一、复杂指令加工练习1、子程序调用功能指令 M98,M99一次装夹加工多个形状相同或刀具运动轨迹相同的零件,即一个零件有重复加工部分的情况下,为了简化加工程序,把重复轨迹的程序段独立编成一程序进行反复调用, 这重复轨迹的程序称为子程序,而调用子程序的程序称主程序。 子程序的调用(1)、格式:M98 P L ;说明:P:子程序名; L:重复调用次数,省略重复次数,则认为重复调用次数为 1 次;注意:子程序还可以调用另外的子程序。从主程序中被调用出的子程序称一重子程序,共可调用四重子程序,在子程序中调用子程序与在主程序中调用子程序方法一致 在使用子程序编程时,应注意主、子程序使用不同的编程方式。一般主程序中使用 G90 指令,而子程序使用 G91 指令,避免刀具在同一位置加工。当子程序中使用 M99 指令指定顺序号时,子程序结束时并不返回到调用子程序程序段的下一程序段,而是返回到 M99 指令指定的顺序号的程序段,并执行该程序段。2、镜像功能 G24,G25(FANUC 系统中用 G51.1、G50.1)格式: G24(G51.1)X__Y__Z__;O ;M99 ;(子程序)指令1指令2指令n指令n指令n+1指令1指令2(主程序)M30 ;M98 P L ;O ;M98 P_G25 (G50.1) X__Y__Z__;式中:G24 建立镜像;G25 取消镜像;X、 Y、 Z 镜像位置;当工件相对于某一轴具有对称形状时,可以利用镜像功能和子程序,只对工件的一部分进行编程,而能加工出工件的对称部分,这就是镜像功能。当某一轴的镜像有效时,该轴执行与编程方向相反的运动。G24 、G25 (G51.1、G50.1)为模态指令,可相互注销,G25 (G50.1)为缺省值。应用举例:使用镜像功能编制如下图所示轮廓的加工程序,已知刀具起点为(0,0,100)处。 参考程序程 序O24;G90 G54 G00 Z100;X0 Y0;S600 M03M08;Z5;说 明主程序加工前准备指令快速定位到工件零点位置主轴正转冷却液开快速定位到安全高度M98 P100;G24 (G51.1)X0;M98 P100;G25 (G50.1)X0;G24 (G51.1)X0Y0;M98 P100 G25 (G50.1)X0Y0;G24(G51.1) Y0M98 P100;G25(G50.1) Y0;加工①Y 轴镜像开加工②Y 轴镜像取消,X、Y 轴镜像开加工③X、Y 轴镜像取消X 轴镜像开加工④X 轴镜像取消G00 Z100;M09;M05;M30;O100;G90 G01 Z-5 F100;G41 X12 Y10 D01;Y42;G02 X42 Y12 R30;G01 X10 ;G40 X0 Y0;G00 Z10;M99;...






 VIP
VIP

