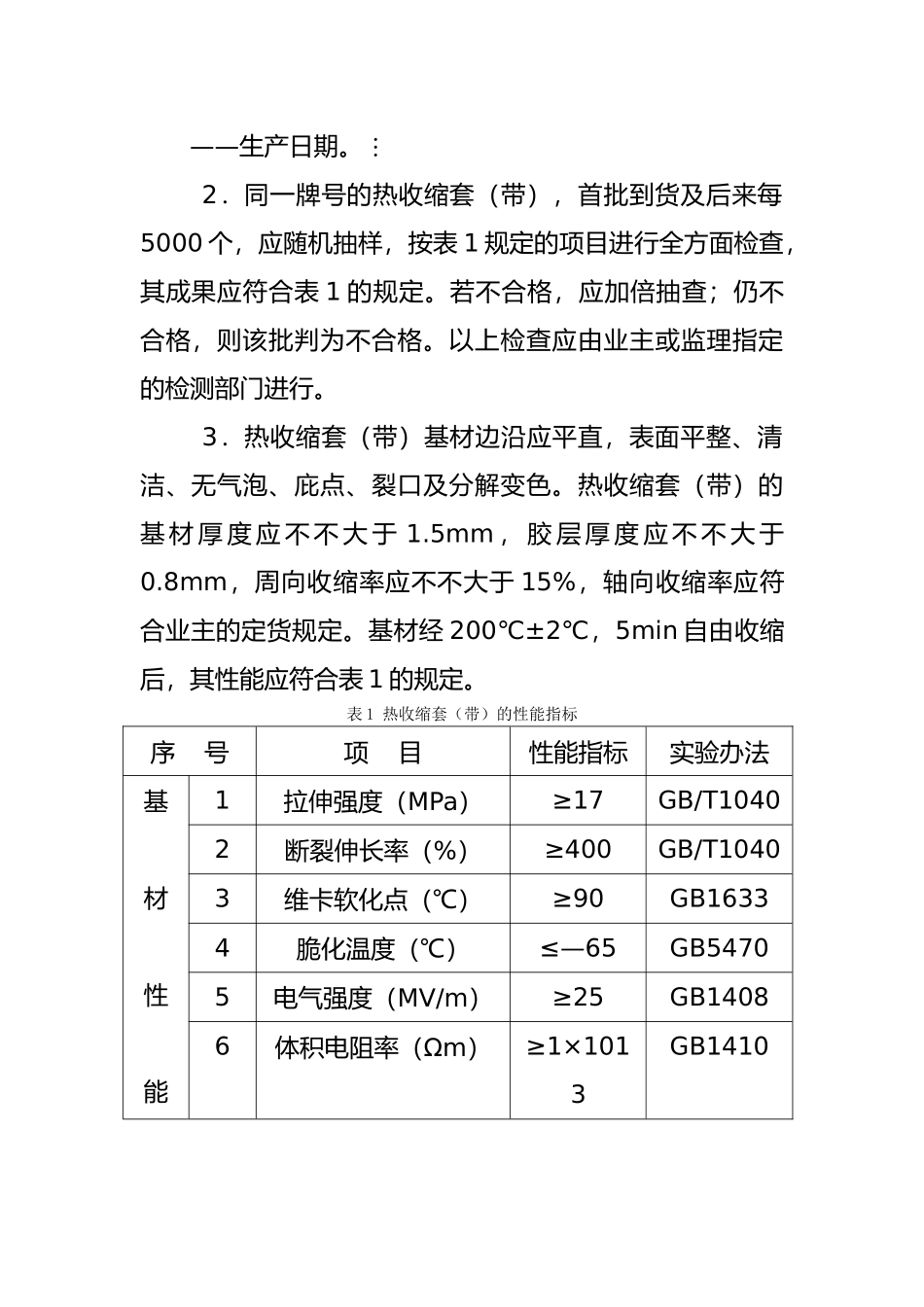
热收缩套(带)补口工序1、普通工序准备工作→管口清理→管口预热→管口表面解决→管口加热、测温→涂刷底漆→热收缩套(带)安装→加热热收缩套(带)→检查验收→管口补口标记→填写施工、检查统计1、补口机具及检测器具应符合下列规定:——空气压缩机出口处应有油水过滤器,空气压缩机排气量不不大于6m3/min;——火焰喷枪、聚四氟乙烯辊轮应由材料生产厂商提供;——液化气罐应符合安全规定,且减压阀输出压力不不大于0.15MPa;——数字式测温仪测温,测温范畴0℃~300℃之间,且5s稳定显示;——电火花检漏仪的输出电压应满足15kV检漏电压的规定。2热收缩套(带)的检查1.热收缩套(带)包装应严密,应清晰标明下列内容或按业主、监理规定标明:——生产厂商、产品名称;——材料规格、批号;——生产日期。2.同一牌号的热收缩套(带),首批到货及后来每5000个,应随机抽样,按表1规定的项目进行全方面检查,其成果应符合表1的规定。若不合格,应加倍抽查;仍不合格,则该批判为不合格。以上检查应由业主或监理指定的检测部门进行。3.热收缩套(带)基材边沿应平直,表面平整、清洁、无气泡、庇点、裂口及分解变色。热收缩套(带)的基材厚度应不不大于1.5mm,胶层厚度应不不大于0.8mm,周向收缩率应不不大于15%,轴向收缩率应符合业主的定货规定。基材经200℃±2℃,5min自由收缩后,其性能应符合表1的规定。表1热收缩套(带)的性能指标序号项目性能指标实验办法基材性能1拉伸强度(MPa)≥17GB/T10402断裂伸长率(%)≥400GB/T10403维卡软化点(℃)≥90GB16334脆化温度(℃)≤—65GB54705电气强度(MV/m)≥25GB14086体积电阻率(Ωm)≥1×1013GB1410指标7耐环境应力开裂(F50)(h)≥1000GB/T18428耐化学介质腐蚀SY/T4013附录C(浸泡7天)(%)10%HCl≥8510%NaOH≥85拉伸强度(MPa)≥859耐热老化(150℃,168h)拉伸强度(MPa)≥14GB/T1040断裂伸长率(%)≥300GB/T1040胶性能指标10剥离强度(N/cm)GB/T2792收缩套(带)/钢≥70收缩套(带)/底漆钢≥70收缩套(带)/聚乙烯层≥7011胶的软化点(℃)≥90GB/T450712搭接剪切强度(MPa)≥1.0SY/T004713胶的脆化温度(℃)≤—15ASTM2671注:1、耐化学介质腐蚀指标为实验后的拉伸强度和断裂伸长率的保持率。2、高温型收缩套(带)性能指标执行设计技术规格书规定4.底漆的使用和配制应按生产厂商提供的使用阐明书进行,其性能应符合设计规定。3管口清理1管口清理前应统计补口处未防腐的宽度。2环向焊缝及其附近的毛刺、焊渣、飞溅物、焊瘤等应清理干净。3补口处污物、油和杂物应清理干净。4防腐层端部有翘边、生锈、开裂等缺点时,应进行修口解决,始终切除到防腐层与钢管完全粘附处为止。5在切割前先弹好环形线,把带坡角的环形靠尺固定好,两人同时在管两侧切割,切割过程中靠尺不能有任何错动。6防腐层端部坡角不不不大于30°。4管口预热1当管口表面有水气(露水或霜)时,应用火焰加热器进行加热,以去除管道表面的水份,加热温度宜为30℃~40℃。2加热完毕后,测量管子表面上下左右4个点温度,达成规定后,方可进行喷砂除锈。5管口表面解决1喷砂除锈用砂应干燥,应采用石英砂,严禁使用粉砂。石英砂颗粒应均匀且无杂质,粒径在2mm~4mm之间。喷砂工作压力宜为0.4MPa~0.6MPa。2管口表面解决质量应达成GB8923《涂装前钢材表面锈蚀等级和除锈等级》Sa2.5级。3喷砂应持续进行,喷枪与管道表面应保持垂直,以匀速沿管道轴线往复移动,从管顶到管底逐步进行。喷砂除锈时,应将环向焊缝两侧防腐层与补口材料搭接范畴内的防腐涂层表面一并打毛解决。4喷砂时应注意安全防护,不得损伤补口区以外防腐层。5除锈完毕后,应去除灰尘。管口表面解决与补口间隔时间不适宜超出2h。如果有浮锈,应重新除锈。6如不采用底漆时,经业主同意,也可使用电开工具除锈,解决后应达成St3级。6管口加热与温度测量1用火焰加热器对补口部位进行加热,加热温度应符合产品阐明书规定。2管口加热完毕,应立刻进行测温,测量管口表面上下左右4个点温度,4点温差不不不大于±5℃。合...


 VIP
VIP






