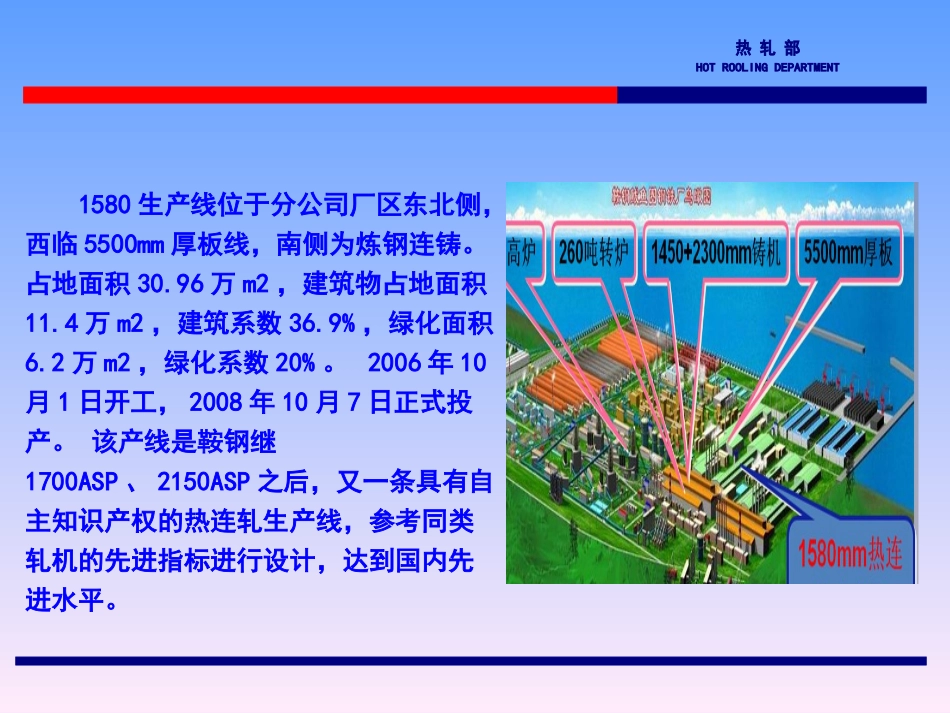
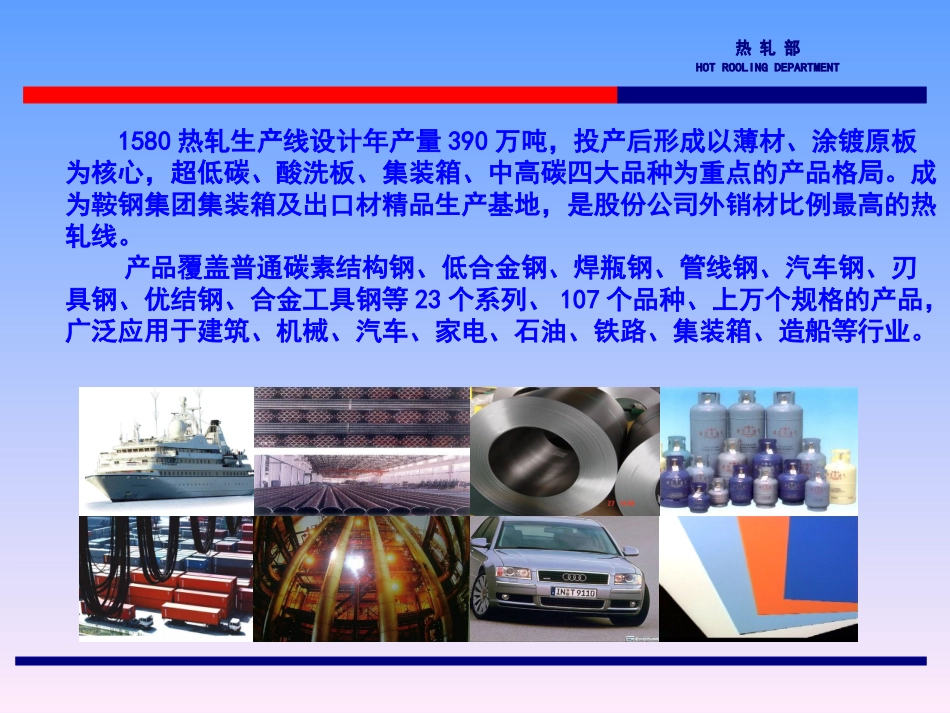
1580线轧钢工艺简介1580生产线位于分公司厂区东北侧,西临5500mm厚板线,南侧为炼钢连铸。占地面积30.96万m2,建筑物占地面积11.4万m2,建筑系数36.9%,绿化面积6.2万m2,绿化系数20%。2006年10月1日开工,2008年10月7日正式投产。该产线是鞍钢继1700ASP、2150ASP之后,又一条具有自主知识产权的热连轧生产线,参考同类轧机的先进指标进行设计,达到国内先进水平。1580热轧生产线设计年产量390万吨,投产后形成以薄材、涂镀原板为核心,超低碳、酸洗板、集装箱、中高碳四大品种为重点的产品格局。成为鞍钢集团集装箱及出口材精品生产基地,是股份公司外销材比例最高的热轧线。产品覆盖普通碳素结构钢、低合金钢、焊瓶钢、管线钢、汽车钢、刃具钢、优结钢、合金工具钢等23个系列、107个品种、上万个规格的产品,广泛应用于建筑、机械、汽车、家电、石油、铁路、集装箱、造船等行业。1580生产线由三座步进式加热炉、炉后高压水除鳞箱、一台定宽压力机、E1立辊轧机、R1二辊可逆式粗轧机、E2立辊轧机、R2四辊可逆式粗轧机、保温罩及热卷箱、异周速转鼓式飞剪、精轧前高压水除鳞箱、F1E立辊轧机、七架精轧机、层流冷却系统、三台地下卷取机、钢卷运输系统和分卷平整机组组成。板坯在加热炉中被加热到工艺制度要求的温度,通过粗轧、精轧机组轧制,经层流冷却后卷取,加工成符合客户需求的钢卷,或经分卷机组进一步分切或平整,最终交付客户使用。工艺流程加加粗粗精精卷卷1580线为常规热轧线,采用短流程布置形式,追求生产柔性化,在产线设计和设备功能上进行精心优化设计,包括加热炉的长行程装钢机、大侧压的定宽压力机、热卷箱以及精轧机组的窜辊控制系统等。由北京凤凰工业炉有限公司设计制造的三座步进梁式板坯加热炉,燃烧系统采用炉顶平焰燃烧、下部侧向脉冲燃烧的先进燃烧控制方式,与传统的推钢式加热炉相比炉内温度更加均匀,煤气单耗和氧化烧损更低;采用步进梁汽化冷却,减少了加热炉冷却水用量,回收一定量的蒸汽。根据工艺的供热情况,共分为7个供热调节回路:均热段上左、均热段上右、均热段下、二加热段上、二加热段下、一加热段上、一加热段下,预热段不供热。均热段二加热段一加热段预热段入出炉辊道中心距炉长炉膛宽度炉底面积参数43500mm38700mm13350mm499.3m2设备组成:长行程装钢机一套、装料炉门及其升降机构两套、步进机械一套、出料炉门及其升降机构两套、出料机一套。加热能力:冷装270t/h;热装350t/h。加热炉主要设备及参数入炉辊道与连铸直连采用长行程装钢机,适应直装功能加热炉主要工艺特点炉后除鳞机功能:该装置通过高压水喷射除去加热后板坯表面的炉生氧化铁皮。技术参数型式:高压水喷射式集管数:上/下各2排压力:>20MPa(出口压力)水量:7200L/min粗轧机组主要设备及形式主要设备SPE1/R1E2/R2轧制速度0.33m/s3.4m/s5.65m/s轧机形式步进式二辊可逆式四辊可逆式定宽压力机引进德国西马克公司技术,并由该公司与中国一重合作制造,关键部件由西马克公司提供。理论最大侧压达到350毫米,减少了连铸宽度规格约50%,为热装生产模式创造条件,大大释放了连铸的产能,同时提高了热轧与炼钢上下工序间的匹配性。SP最大压下/侧压量(mm)350最大轧制力(KN)22000主电机功率(KW)4400×1轧制速度0.33m/s本台粗轧机为二辊可逆式轧机,由两台交流电机传动,采用双速电动压下(高速和低速),在其入口还配置了E1立辊轧机,且具备AWC(自动宽度控制)功能。E1R1最大压下/侧压量(mm)5050最大轧制力(KN)350030000主电机功率(KW)900×23800×2轧制速度0~3.4m/s0~3.4m/s本台粗轧机为四辊可逆式轧机,由两台交流电机传动,采用高速电动和液压精调的压下方式,在其入口还配置了E2立辊轧机,且具备AWC(自动宽度控制)功能,更换工作辊采用横移列车式,并配以轧辊拖车,可直接将工作辊送至磨辊间。E2R2最大压下/侧压量(mm)5050最大轧制力(KN)400040000主电机功率(KW)1200×27000×2轧制速度0~5.65m/s0~5.65m/sSP结构简单,易于维护R1、R2轧机速度高E1、E2立辊轧机都有AWC功能R2采用电动压下+液压微调方式粗轧机组主要设备特点配置九组保温罩,均采用...






 VIP
VIP

