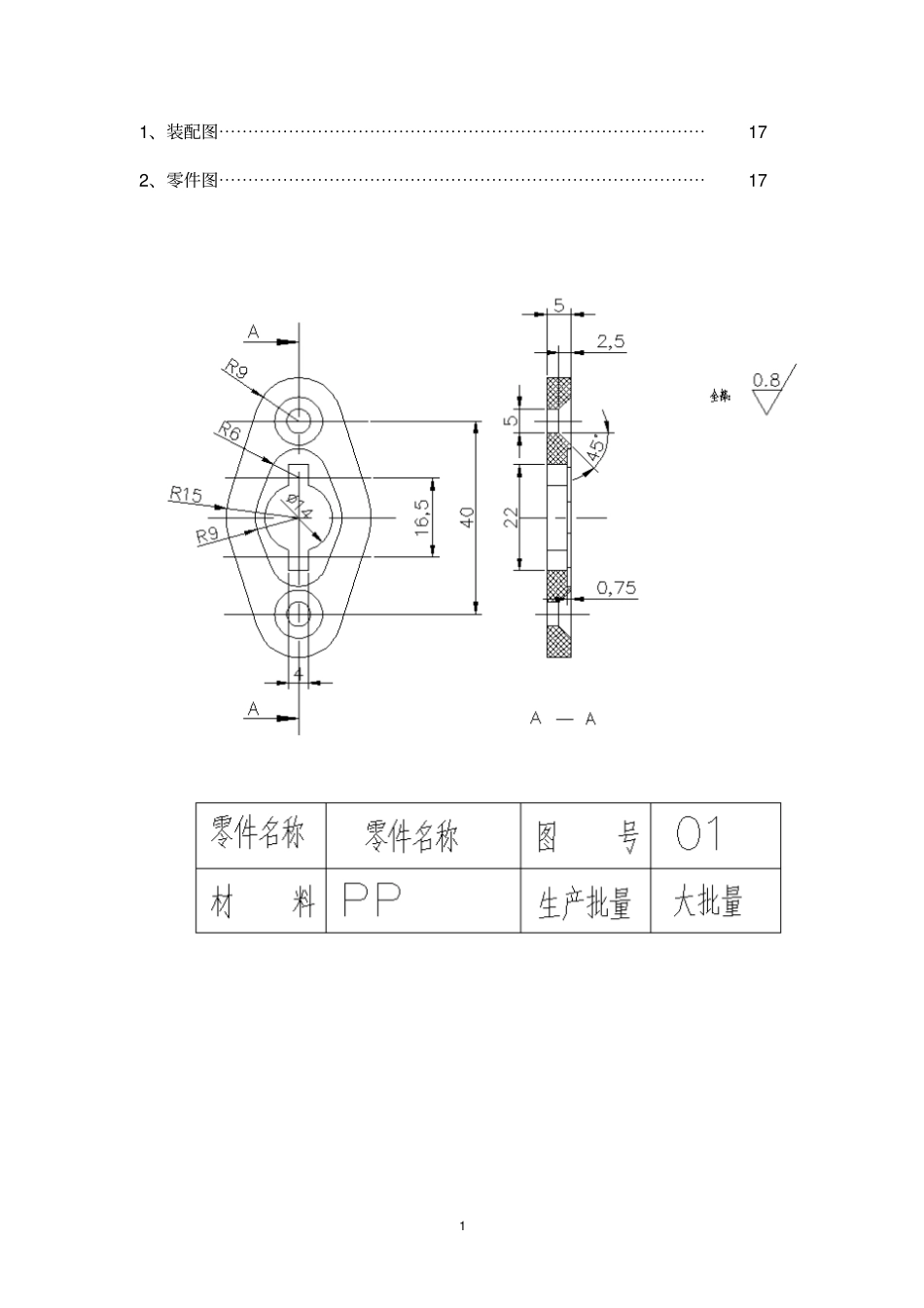
1塑料成型工艺与模具设计项目实施报告项目名称:双分型面注塑模设计学生姓名:叶祥麟指导老师:莫盛秋班级:模具111时间:2013-1-10常州信息职业技术学院目录第一章:塑件的材料及结构分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯31、塑件的原材料分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯32、塑件姐都工艺性分析与精度分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯33、材料成形工艺参数⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯3第二章:注射机的选用⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯41、计算塑料件的体积、质量⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯42、确定模具型腔数目⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯43、选则注塑机型号⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4第三章:注射模的结构设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯51、分型面的选择⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯52、型腔布局⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯53、浇注系统的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯64、确定塑件推出方案⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯105、成型零件的设计⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯106、选择标准模架⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯147、检验模架与注射机的关系⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯158、温度调节系统⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯159、排气系统⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1510、注射机的校核⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯16第四章.装配图零件图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1711、装配图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯172、零件图⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯172第一章、对塑件进行工艺分析1、塑件所用材料的特性材料:聚丙烯(PP)聚丙烯无色、无味、无毒;外观似聚乙烯,但比聚乙烯更透明、更轻;他不吸水,光泽好,易着色;屈服强度、抗拉强度、抗压强度和硬度及弹性比聚乙烯好;定向拉伸后可以制作铰链,有特别高的抗弯曲疲劳强度。如用聚丙烯注射成一体铰链(盖和本体合一的各种容器),经过7×107次开闭弯折未产生损坏和断裂现象。聚丙烯熔点为164℃~170℃,耐热性好,能在100℃以上的温度下进行消毒灭菌。其低温使用温度达-15℃,低于-35℃时会脆裂。聚丙烯的高频绝缘性能好,而且不吸水,绝缘性能不受湿度的影响。但在氧、热、光的作用下及易解聚、老化,所以必须加入防老化剂。矚慫润厲钐瘗睞枥庑赖。聚丙烯可以用于各种机械零件如法兰、接头、泵叶轮、汽车零件和自行车零件,水、蒸汽,各种酸碱等的输送管道,化工容器和其他设备的衬里、表面涂层,制造盖和本体合一的箱壳,各种绝缘零件,并用于医药工业。聞創沟燴鐺險爱氇谴净。2、塑件结构工艺性分析及尺寸精度分析①结构分析见零件图,该零件图由圆弧组成的,在零件的两端有锥头孔,中间为圆孔及矩形孔组合而成,尺寸如图所示,根据零件图可知模具设计时无需设置复杂机构,该零件属于中等复杂程度。残骛楼諍锩瀨濟溆塹籟。②尺寸精度此塑件有13个尺寸标注公差,分别是9、6、15、14、4、16.5、5、2.5、22、0.75、10按标准SJ1372—1978中4级精度其公差标注为000+0.12+0.4+0.12+0.16+02-0.16-0.20-0.1400000091552.540.75105146400.516.,属于一般精度;在模具设计和制造过程中应保证此尺寸精度要求;其中400.5为8级精度。酽锕极額閉镇桧猪訣锥。③表面质量分析该零件的表面要求没有毛刺、飞边、气孔、和熔接痕等缺陷,表面粗糙度可取Ra0.8,没有特别高的表面质量要求,所以比较容易实现。通过以上分析可知,此塑件可采用注射成形生产。又因产量多,属于大批量生产,采用注射成形具有较高的经济效益彈贸摄尔霁毙攬砖卤庑。3、材料成形工艺参数注射机类型螺杆式预热和干燥温度0C70~80时间h1料筒温度0C后端160~180中段180~2003前段200~220喷嘴温度0C170~190模具温度0C80~90注射压力Mpa70~100成...






 VIP
VIP
