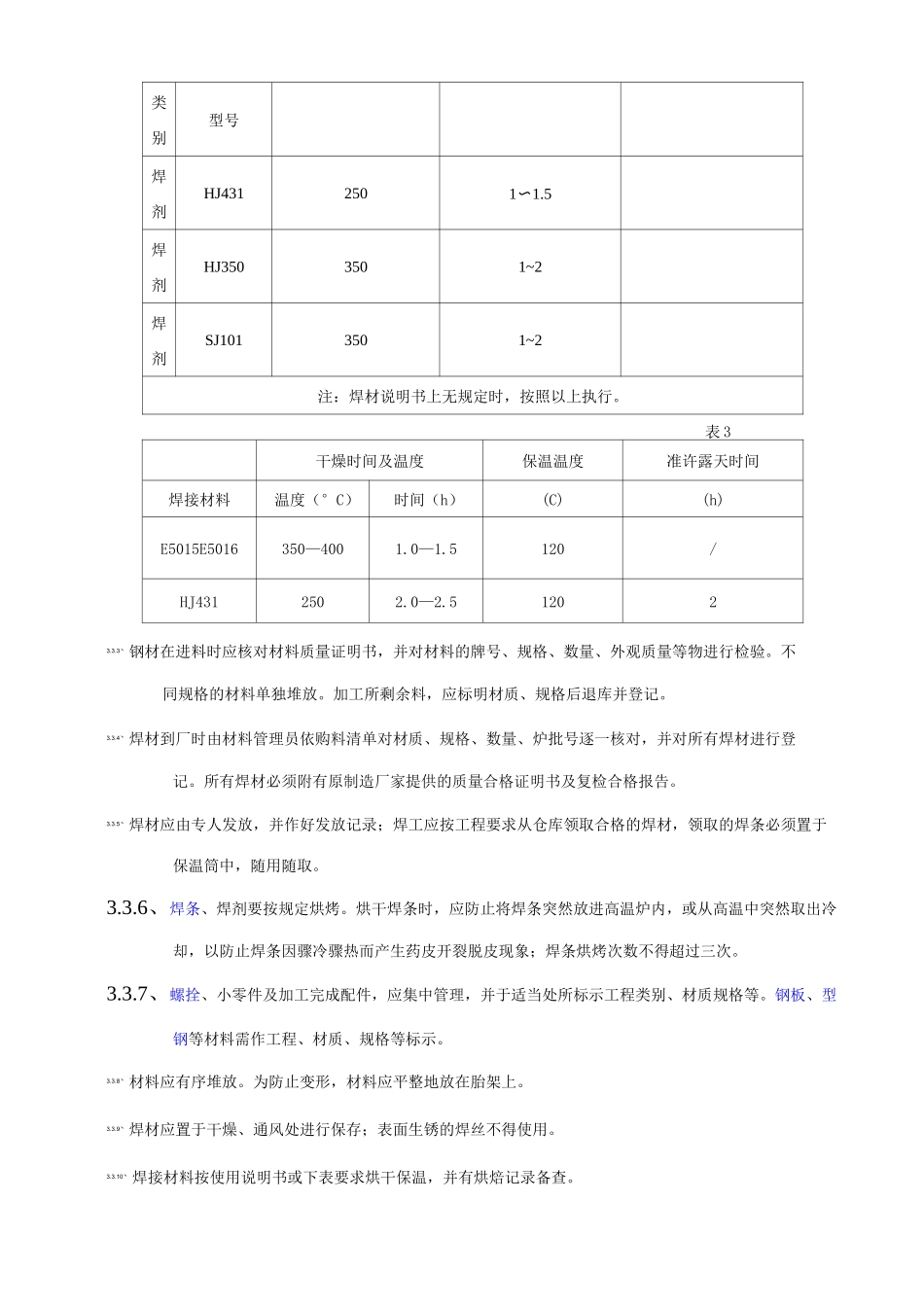
山西天维钢结构十字柱制作工艺3.1、概述山西天维钢结构工程有限公司钢结构以其重量轻,抗震性能好,占地面积小,具有良好的空间感,而且具有它特有的环保优势而备受青睐,因此目前越来越多的高层采用钢结构作为其主体结构,而十字柱在高层建筑中相当普遍,主要是由于它构造简单,且刚性强。3.2、工艺特点3.2.1、十字柱由于其主材均为厚板,因此在主材的拼板和构件的组装焊接前要注意预热,以防止出现焊接缺陷。3.2.2、构件熔透量大,因此焊接变形较大。3.2.3、翼板宽度较窄,翼板变形校正较为困难。3.2.4、十字型构件组装时H型钢与T型钢的装配精度要求较大。3.2.5、十字柱型构件焊接时整体收缩应力所造成的焊接变形较大,且变形的矫正比较困难。3.3、材料选用和管理3.3.1、钢材的选用按图纸和设计要求选用和购买合适的钢材。3.3.2、焊接材料的准备3.3.2.1、根据图纸说明及工艺要求选择与主材相匹配的焊丝焊剂,焊材有合格证书,并保证在有效期限内使用,常用的钢材与焊材的匹配关系。(见表1)表1序号母材埋弧自动焊-SAWCO气保焊-GMAW2手工焊-SMAW1Q345H10Mn2+SJ101ER50-6E5016、E50152Q235BH08A+SJ101ER50-6E4301、E43033Q345+Q235BH08A+SJ101ER50-6E4301、E43033.3.2.2、在施工以前焊材必须已经经过烘烤,工厂常用焊材烘焙温度。(见表2、表3)表2焊材烘焙温度(°C)烘焙时间(h)备注类别型号焊剂HJ4312501〜1.5焊剂HJ3503501~2焊剂SJ1013501~2注:焊材说明书上无规定时,按照以上执行。表3干燥时间及温度保温温度准许露天时间焊接材料温度(°C)时间(h)(C)(h)E5015E5016350—4001.0—1.5120/HJ4312502.0—2.512023.3.3、钢材在进料时应核对材料质量证明书,并对材料的牌号、规格、数量、外观质量等物进行检验。不同规格的材料单独堆放。加工所剩余料,应标明材质、规格后退库并登记。3.3.4、焊材到厂时由材料管理员依购料清单对材质、规格、数量、炉批号逐一核对,并对所有焊材进行登记。所有焊材必须附有原制造厂家提供的质量合格证明书及复检合格报告。3.3.5、焊材应由专人发放,并作好发放记录;焊工应按工程要求从仓库领取合格的焊材,领取的焊条必须置于保温筒中,随用随取。3.3.6、焊条、焊剂要按规定烘烤。烘干焊条时,应防止将焊条突然放进高温炉内,或从高温中突然取出冷却,以防止焊条因骤冷骤热而产生药皮开裂脱皮现象;焊条烘烤次数不得超过三次。3.3.7、螺拴、小零件及加工完成配件,应集中管理,并于适当处所标示工程类别、材质规格等。钢板、型钢等材料需作工程、材质、规格等标示。3.3.8、材料应有序堆放。为防止变形,材料应平整地放在胎架上。3.3.9、焊材应置于干燥、通风处进行保存;表面生锈的焊丝不得使用。3.3.10、焊接材料按使用说明书或下表要求烘干保温,并有烘焙记录备查。3.3.11、油漆应放在通风良好的仓库里进行保存。3.4、十字柱加工工艺3.4.1、十字柱加工流程(见图1):图1十字柱加工流程3.4.2、原材料检验和验收3.421、Q345B钢:应符合《低碳钢高强度结构钢》GB/T1591的要求,Q235B钢:应符合《碳素结构钢GB/T700的要求。3.4.2.2、所有原材料(包括钢材及焊材)必须附有原制造厂家提供的质量合格证明书及复检合格报告。3.4.2.3、钢材表面不允许有裂纹、结疤、折叠、麻纹、气泡和夹杂;钢材表面的锈蚀、麻点、划伤和压痕,其深度不得大于该钢板厚度负允许偏差值的1/2。3.424、钢材表面的锈蚀等级应符合现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的C级及C级以上。3.4.2.5、钢材端面或断口处不应有分层、夹杂等缺陷。3.4.3、排版3.4.3.1、排版时应标明所用钢板的炉批号或自编号,主材尽量减少拼接。3.432、上、下翼缘板和腹板的拼接缝应相互错开200mm以上,且所有拼接缝与加劲板的角焊缝之间也应相互错开200mm以上。3.4.3.3、上、下翼缘板和腹板排版下料时要考虑刨边余量和焊接收缩余量:翼缘板长度方向根据不同的板厚确定焊接收缩余量;腹板宽度方向放2mm焊接收缩余量,长度方向的焊接收缩余量也根据不同板厚而定,若端头出现主材板厚不等厚对接,余量放在厚板一端。3.4.3.4、制品工序卡中应详细注明零件切角尺寸、坡口型式、工艺要...