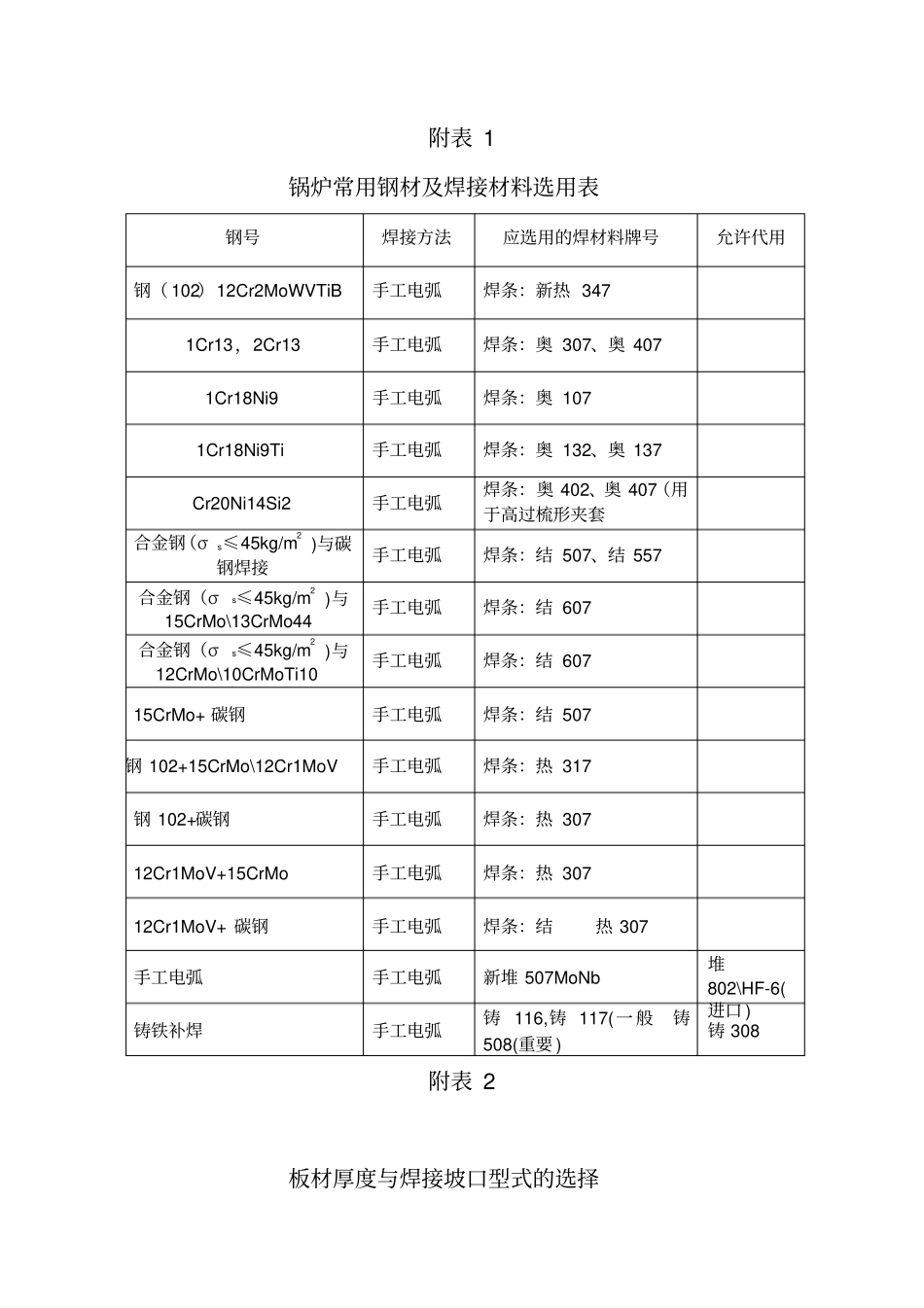
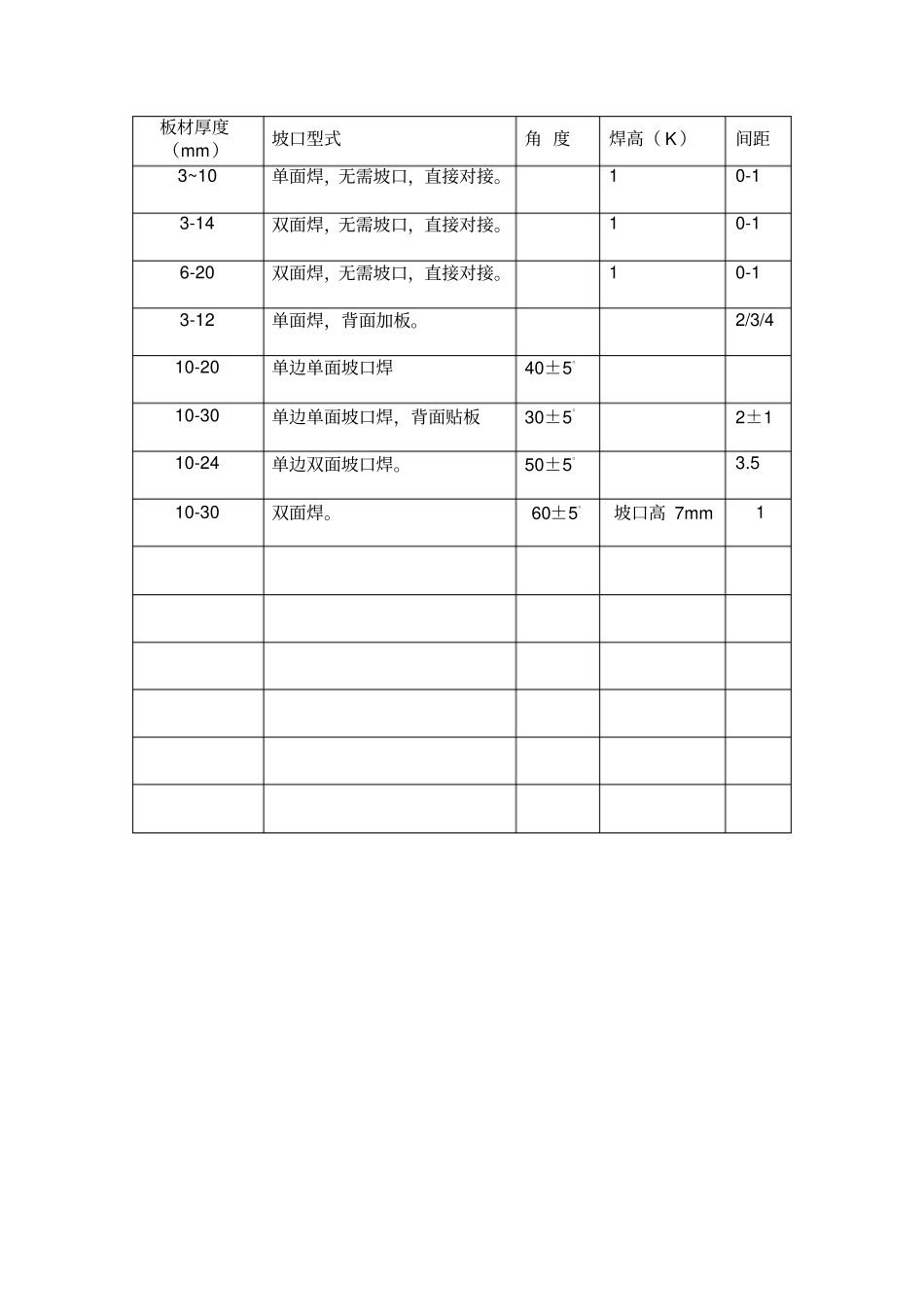
附表1锅炉常用钢材及焊接材料选用表钢号焊接方法应选用的焊材料牌号允许代用钢(102)12Cr2MoWVTiB手工电弧焊条:新热3471Cr13,2Cr13手工电弧焊条:奥307、奥4071Cr18Ni9手工电弧焊条:奥1071Cr18Ni9Ti手工电弧焊条:奥132、奥137Cr20Ni14Si2手工电弧焊条:奥402、奥407(用于高过梳形夹套合金钢(σs≤45kg/m2)与碳钢焊接手工电弧焊条:结507、结557合金钢(σs≤45kg/m2)与15CrMo\13CrMo44手工电弧焊条:结607合金钢(σs≤45kg/m2)与12CrMo\10CrMoTi10手工电弧焊条:结60715CrMo+碳钢手工电弧焊条:结507钢102+15CrMo\12Cr1MoV手工电弧焊条:热317钢102+碳钢手工电弧焊条:热30712Cr1MoV+15CrMo手工电弧焊条:热30712Cr1MoV+碳钢手工电弧焊条:结热307手工电弧手工电弧新堆507MoNb堆802\HF-6(进口)铸铁补焊手工电弧铸116,铸117(一般铸508(重要)铸308附表2板材厚度与焊接坡口型式的选择板材厚度(mm)坡口型式角度焊高(K)间距3~10单面焊,无需坡口,直接对接。10-13-14双面焊,无需坡口,直接对接。10-16-20双面焊,无需坡口,直接对接。10-13-12单面焊,背面加板。2/3/410-20单边单面坡口焊40±5。10-30单边单面坡口焊,背面贴板30±5。2±110-24单边双面坡口焊。50±5。3.510-30双面焊。60±5。坡口高7mm1