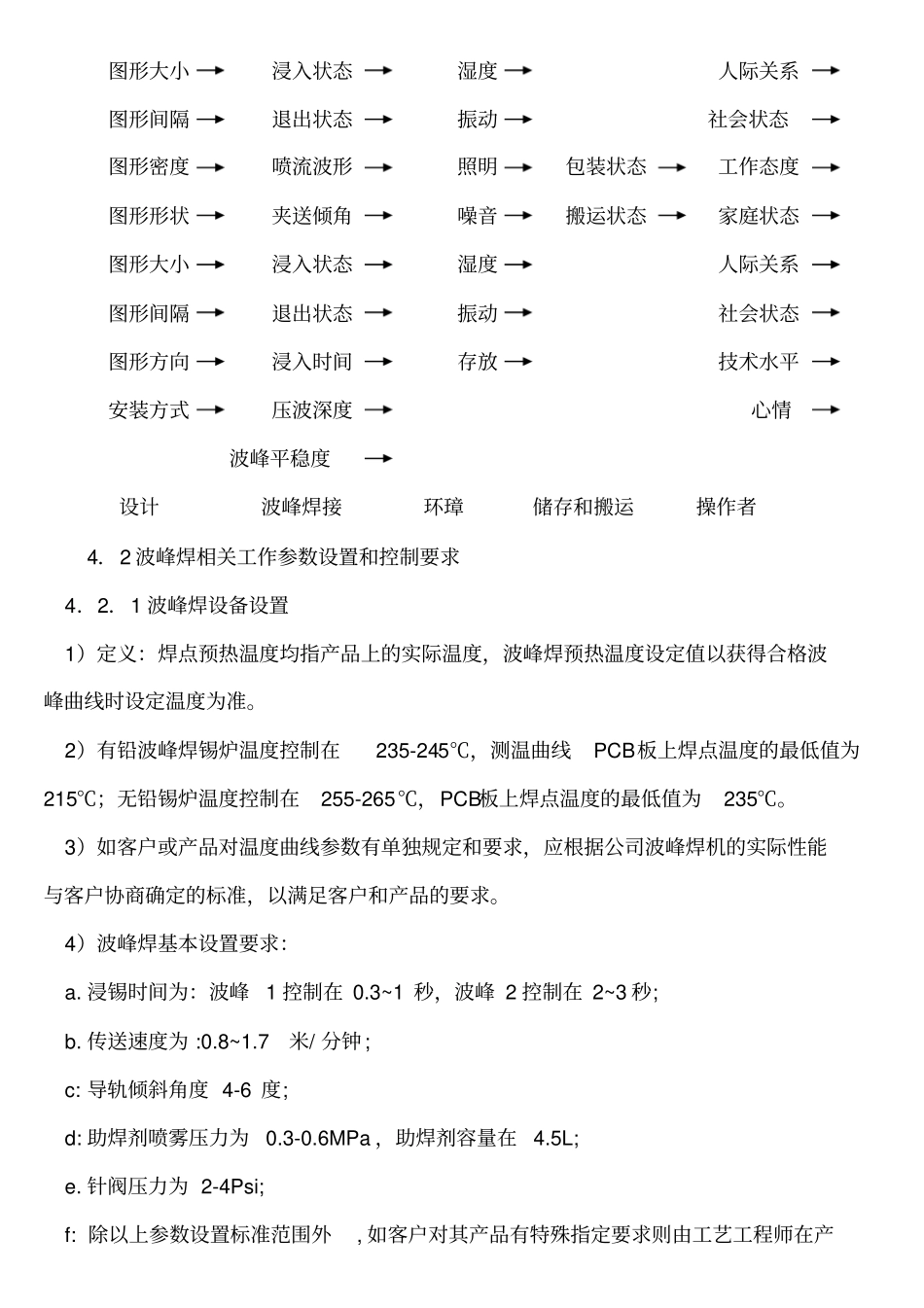
1.目的保持工艺过程的稳定,实行对缺陷的预防。检验波峰焊制程是否符合产品的焊接质量要求,工艺制程管控按照此制程为依据。2.范围本公司波峰焊所有生产的产品。3.权责生产部:波峰焊操作人员负责执行监控;工程部:工程师负责工艺制程编制,处理和调整生产过程中波峰焊不能满足控制要求等异常状况;监控锡料槽杂志的含量、送样检测成分、检测报告分析及异常处置。4.内容4.1影响波峰焊接效果的主要因素(鱼刺图)元器件引线PCB洁净度洁净度预热条件涂覆法成分成形方法预涂助焊济冷却方式成分温度表面状态表面状态冷却速度温度杂质线径镀层组织基板材料粘度钎料量伸出长度镀层厚度基板厚度涂布量引线种类镀层密合度元器件热容量洁净度镀层组织镀层表面状态镀层厚度钻孔状态引线和孔径传送速度灰尘保管状态技术水平线和焊盘直径喷流速度室温保管时间责任心图形密度喷流波形照明包装状态工作态度图形形状夹送倾角噪音搬运状态家庭状态图形大小浸入状态湿度人际关系图形间隔退出状态振动社会状态图形密度喷流波形照明包装状态工作态度图形形状夹送倾角噪音搬运状态家庭状态图形大小浸入状态湿度人际关系图形间隔退出状态振动社会状态图形方向浸入时间存放技术水平安装方式压波深度心情波峰平稳度设计波峰焊接环璋储存和搬运操作者4.2波峰焊相关工作参数设置和控制要求4.2.1波峰焊设备设置1)定义:焊点预热温度均指产品上的实际温度,波峰焊预热温度设定值以获得合格波峰曲线时设定温度为准。2)有铅波峰焊锡炉温度控制在235-245℃,测温曲线PCB板上焊点温度的最低值为215℃;无铅锡炉温度控制在255-265℃,PCB板上焊点温度的最低值为235℃。3)如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊机的实际性能与客户协商确定的标准,以满足客户和产品的要求。4)波峰焊基本设置要求:a.浸锡时间为:波峰1控制在0.3~1秒,波峰2控制在2~3秒;b.传送速度为:0.8~1.7米/分钟;c:导轨倾斜角度4-6度;d:助焊剂喷雾压力为0.3-0.6MPa,助焊剂容量在4.5L;e.针阀压力为2-4Psi;f:除以上参数设置标准范围外,如客户对其产品有特殊指定要求则由工艺工程师在产






 VIP
VIP
