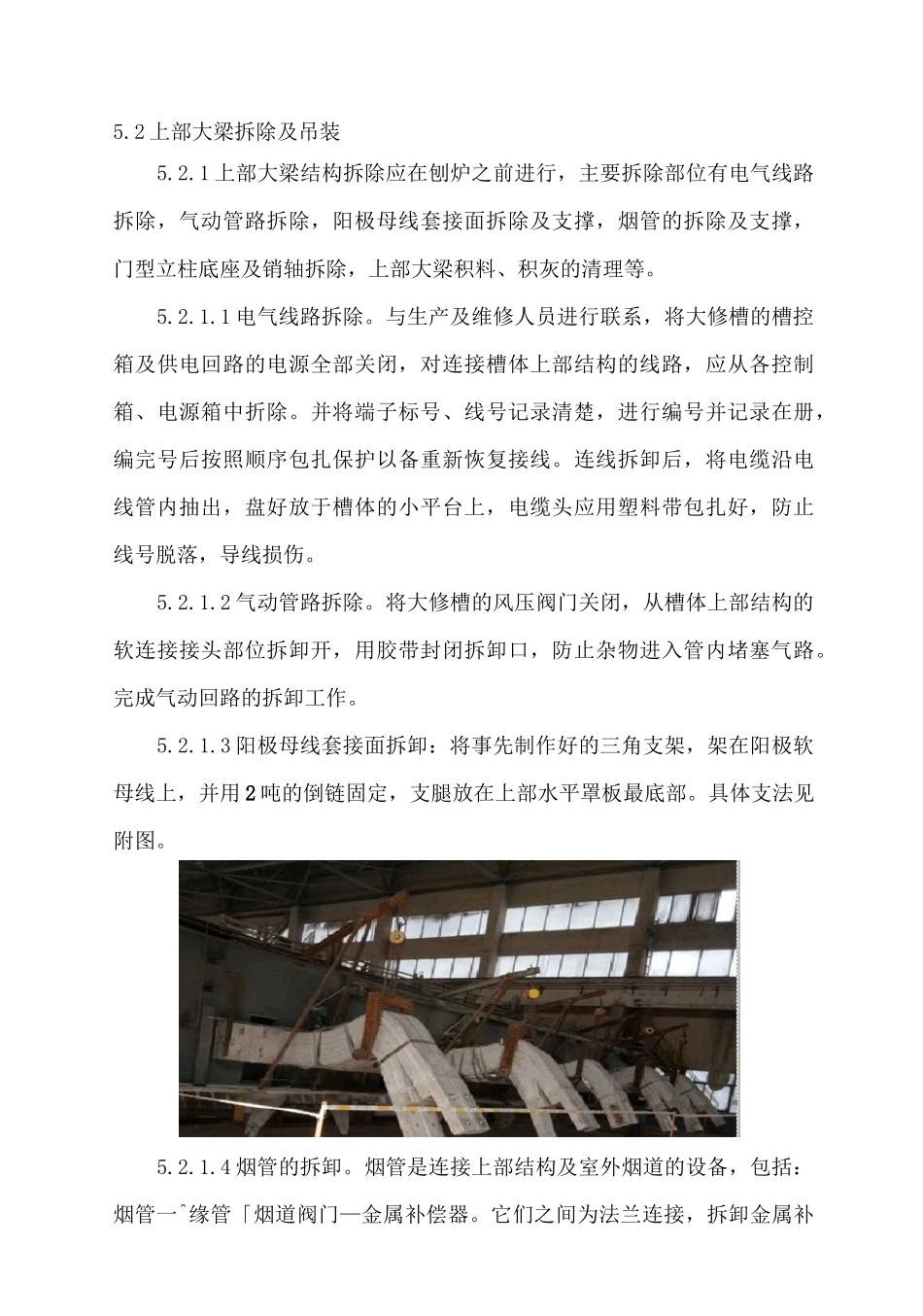
SY预焙阳极电解槽大修施工法针对电解铝的产能过剩和国家对环保生产的要求,近几年国内新建电解铝项目较少,主要以电解槽大修为主。经过几年的焙烧生产后,电解槽内衬筑炉结构会发生较大的变化。例如,阴极炭块出现大面积破损;扎固的周围糊出现起皮脱落;侧部炭块破损比较严;电解槽槽壳长侧在受热后的变形等;以上原因都会导致电解槽不能正常生产及发生漏槽。因此,必须要对电解槽进行大修,保证铝电解槽的正常生产和运行。目前电解槽大修的关键技术是解决电解槽槽壳的大修和内衬筑炉的大修,槽壳大修质量的好坏直接决定了内衬筑炉的施工质量,内衬筑炉的施工质量又决定了电解槽后续启动生产的使用寿命,尽可能的提高电解槽的使用寿命,可以降低电解槽的大修次数和数量,提高电解槽的产能,减少材料的消耗,提高企业的经济效益。二工法特点电解槽的大修都是在正常生产的车间施工,即一边生产,一边施工,因此在施工中存在很多复杂的情况。本工法主要是应用于电解槽槽壳进行校正及修复;内衬拆除重新筑炉,阳极平衡母线及阴极爆炸片带电焊接及修复等关键工序。槽壳的修复在电解场房外进行,在经历不同时期的受热变形,槽壳长侧出现严重的变形,发生漏槽时,侧壁出现烧损及漏洞,根据槽壳的不同损坏程度,对槽壳进行校正和补焊,校正槽壳主要是对长侧和摇篮架、槽底板和槽底工字钢进行加固。本工法内衬拆除采用机械和人工配合,能够加快施工工期,降低工程成本,提高工作效率。三、适用范围本工法适用于SY300KA、SY400KA及各种大修预焙阳极电解槽的大修工程。四、工艺原理经过大修后的电解槽,在后期的使用中,通过对校正后槽壳的质量进行跟踪及检查,控制好槽壳的热变形;通过控制大修后槽壳的热变形来控制好内衬筑炉的施工质量;通过槽底、槽周测量放线,保证槽壳内衬砌筑的内在几何尺寸;通过阴极炭块组压降的测量和阴极炭块组的编排顺序,保证电流均匀分布,降低生产过程中的电压效应和电流损耗;在扎固周围缝中采用多使用爪型锤,减少使用板锤的要求,达到糊料的密实度、层与层之间的紧密结合及导电性能,提高铝电解槽的使用年限及寿命。使各道工序之间形成稳定的流水作业,消除在施工生产过程中的不稳定因素,有效的保证每个分项的施工质量。五、工艺流程及操作要点5.1、施工工艺流程图5.2上部大梁拆除及吊装5.2.1上部大梁结构拆除应在刨炉之前进行,主要拆除部位有电气线路拆除,气动管路拆除,阳极母线套接面拆除及支撑,烟管的拆除及支撑,门型立柱底座及销轴拆除,上部大梁积料、积灰的清理等。5.2.1.1电气线路拆除。与生产及维修人员进行联系,将大修槽的槽控箱及供电回路的电源全部关闭,对连接槽体上部结构的线路,应从各控制箱、电源箱中折除。并将端子标号、线号记录清楚,进行编号并记录在册,编完号后按照顺序包扎保护以备重新恢复接线。连线拆卸后,将电缆沿电线管内抽出,盘好放于槽体的小平台上,电缆头应用塑料带包扎好,防止线号脱落,导线损伤。5.2.1.2气动管路拆除。将大修槽的风压阀门关闭,从槽体上部结构的软连接接头部位拆卸开,用胶带封闭拆卸口,防止杂物进入管内堵塞气路。完成气动回路的拆卸工作。5.2.1.3阳极母线套接面拆卸:将事先制作好的三角支架,架在阳极软母线上,并用2吨的倒链固定,支腿放在上部水平罩板最底部。具体支法见附图。5.2.1.4烟管的拆卸。烟管是连接上部结构及室外烟道的设备,包括:烟管一^缘管「烟道阀门—金属补偿器。它们之间为法兰连接,拆卸金属补■偿器后,槽体上部结构就可以脱离开。但是补偿器拆卸后,烟管的电动蝶阀及绝缘管部分就会悬空,由于重力的作用,绝缘管很容易损坏,造成电动蝶阀部分的坠落,酿成事故。因此须在拆卸补偿器前,用制作好的支架将其电动阀门部分支撑好,如图上有4条螺栓与下部销轴座相连接,拆卸螺栓与抽掉销轴都可以将大梁支腿与下部槽体分离。5.3、上部大梁吊装上部大梁拆除工作结束后,电解槽上部大梁与电解槽体全部分离,具备了吊装条件。经过多方查证核算及和甲方沟通,400KA电解槽上部大梁合算总重为32t,为安全进行吊装工作做如下吊装方案:531吊装负荷计算及吊装高度测量:532根据电解...