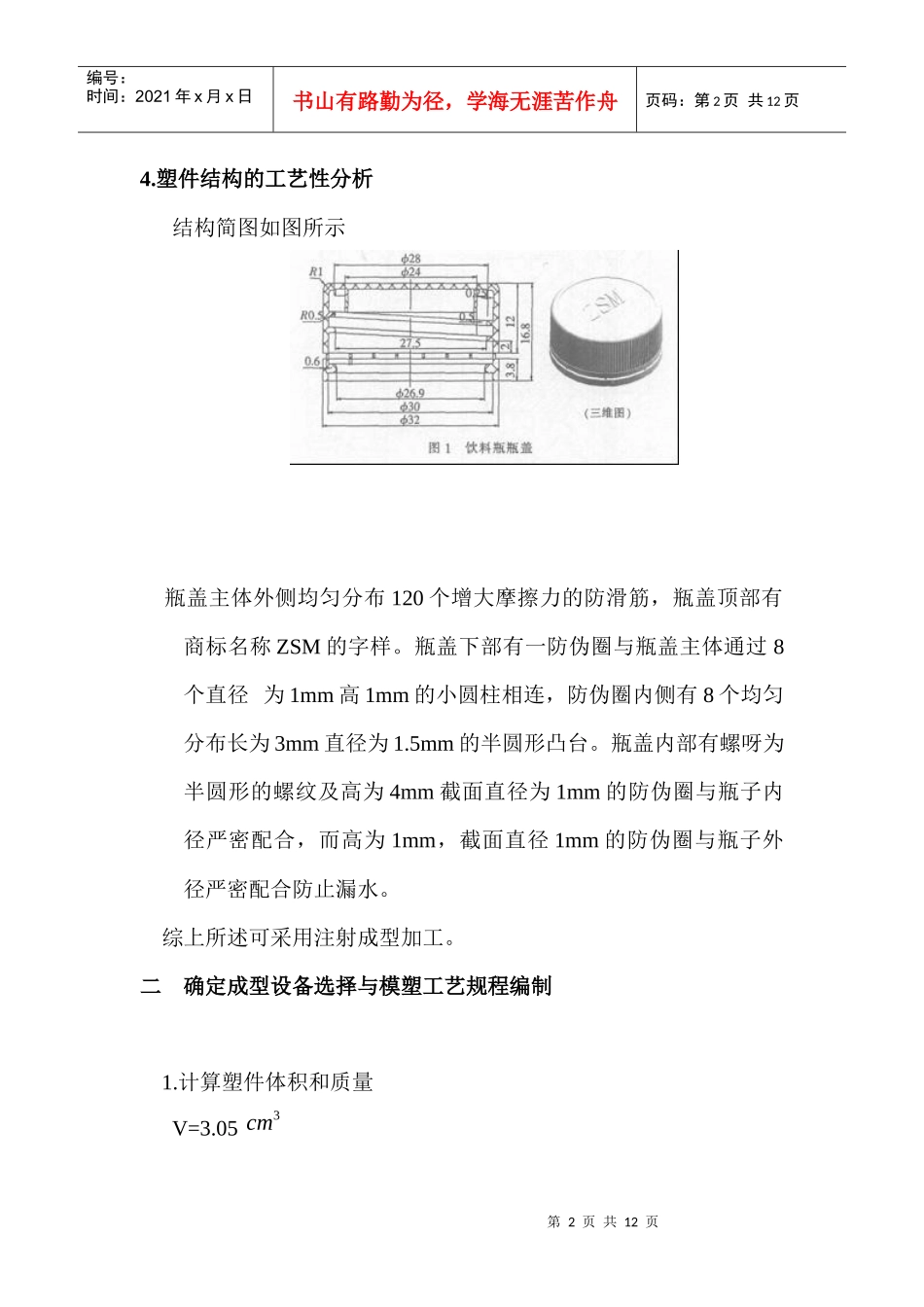
第0页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第0页共12页塑料模具课程设计说明书设计题目:饮料瓶瓶盖注射模设计院系:机械工程系专业:机械设计制造及其自动化班级:04级4班学生姓名:丁贤芳张军宋学通吴善祥指导教师:袁长颂课程设计日期:2007/5/15~2007/6/5第1页共12页第0页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页饮料瓶瓶盖注射模设计一塑料的工艺性分析1.塑件的原材料分析塑料的品种:PE(聚乙烯)。成型特征:结晶型塑料,吸湿性小,流动性较好,溢边值为0.02mm左右,流动性对压力变化敏感,加热时间长则易发生分解,冷却速度快,必须充分冷却。设计模具时要冷却料穴和冷却分流。收缩率大,方向明显,易变形,扭曲结晶度及模具冷却条件对收缩率影响大,应控制模温。易用变压注射,料温要均匀,否则会增加内应力,使收缩不均匀和方向性明显。2.塑料的尺寸精度分析影响塑料制品的尺寸精度的主要因素是材料的收缩和模具的制造误差。查教材上表2-11得此材料的收缩率为1.5%~2%。塑料制品的公差也可通过教材上表2-12查得,塑料的精度等级选择7级精度。3.塑件的表面质量分析塑件外表面要求粗糙度较低,表面光滑,内表面要求低点。第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页4.塑件结构的工艺性分析结构简图如图所示瓶盖主体外侧均匀分布120个增大摩擦力的防滑筋,瓶盖顶部有商标名称ZSM的字样。瓶盖下部有一防伪圈与瓶盖主体通过8个直径为1mm高1mm的小圆柱相连,防伪圈内侧有8个均匀分布长为3mm直径为1.5mm的半圆形凸台。瓶盖内部有螺呀为半圆形的螺纹及高为4mm截面直径为1mm的防伪圈与瓶子内径严密配合,而高为1mm,截面直径1mm的防伪圈与瓶子外径严密配合防止漏水。综上所述可采用注射成型加工。二确定成型设备选择与模塑工艺规程编制1.计算塑件体积和质量V=3.053cm第3页共12页第2页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共12页M=2.9g选择注射机为SZ-30理论注射容积为37,实际注射质量为33g,螺杆直径为26mm,塑化能力3.6g/s,注射压力170MPa螺杆转速10~160r/min,螺杆行程70mm,锁模力为320KN,拉杆有效间距,模板行程110mm,模具最小厚度80mm,模具最大厚度110mm,最大开距220mm,模扳尺寸,顶出行程50mm,喷嘴半径为12mm,高为2mm。2.确定成型工艺参数查教材表2-1得注射成型机类型为柱塞式,密度为0.91~0.94,计算收缩率S=1.5~3.6,预热温度为,时间为t为1~2h,料简温度:后段为,前段为170~200,模具温度35~55,注射压力为P为60~100,注射时间为15~60s,保压时间为0~3s,冷却时间为15~60s,成型总周期为40~130s,使用注射机类型为螺杆,柱塞均可。三.注射模的结果设计1.分型面的选择瓶盖沿圆周仅通过8个小圆柱防伪圈相连,采用两个半圆的哈夫块来成型防伪圈。结合素件结果特点,塑件,塑件成型后必然留在型芯上,故模具分型面设在防伪圈与瓶盖主体之间截面轮廓最大部位,与开模方向垂直2mm第4页共12页第3页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共12页2.型腔数目的确定及型腔的排列瓶盖作为包装容器大批量生产,宜采用一模多腔,考虑现有注射机的锁模力,注射量及瓶盖的精度和经济性目标,确定为模腔4,型腔排列方式为环形排列。3.浇注系统的设计(1)主流道设计浇口套的内孔呈圆锥形,锥度为2~6,取3浇口套进口的直径d应比注射机喷嘴孔直径大1~2mm,取6mm浇口套内孔出料口处(大端)设计正圆角r一般为0.5~3mm,浇口套与注射机喷嘴接触处球面的圆弧度必须温和,设浇口套球角半径R取12mm,注射机球面半径R=r+0.5~1mm=13mm,浇口套锥度内壁表面粗糙度为,保证料流顺利,易脱模.(2)分流道的设计分流道的截面形状,分流道截面面积不能太大,也不能太小.太小oCoC1.6~0.8aaRRm第5页共12页第4页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共12页弊病较多,会降低单位时间可输送的熔融塑料量,使充模时间增长,塑料制品出现缺料,烧焦,产生波纹,过大,容易在模具型...





 VIP
VIP

