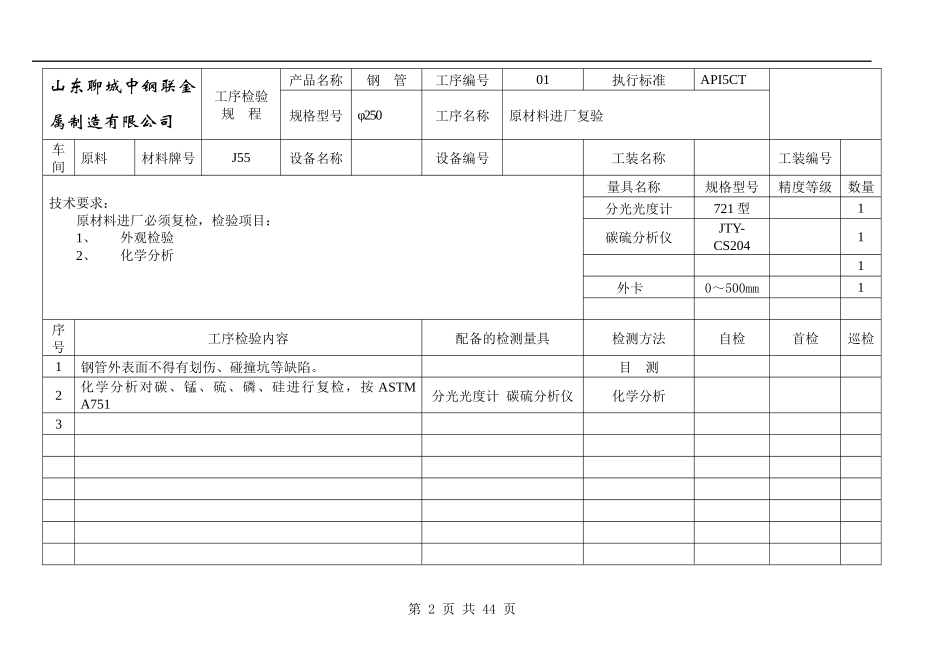
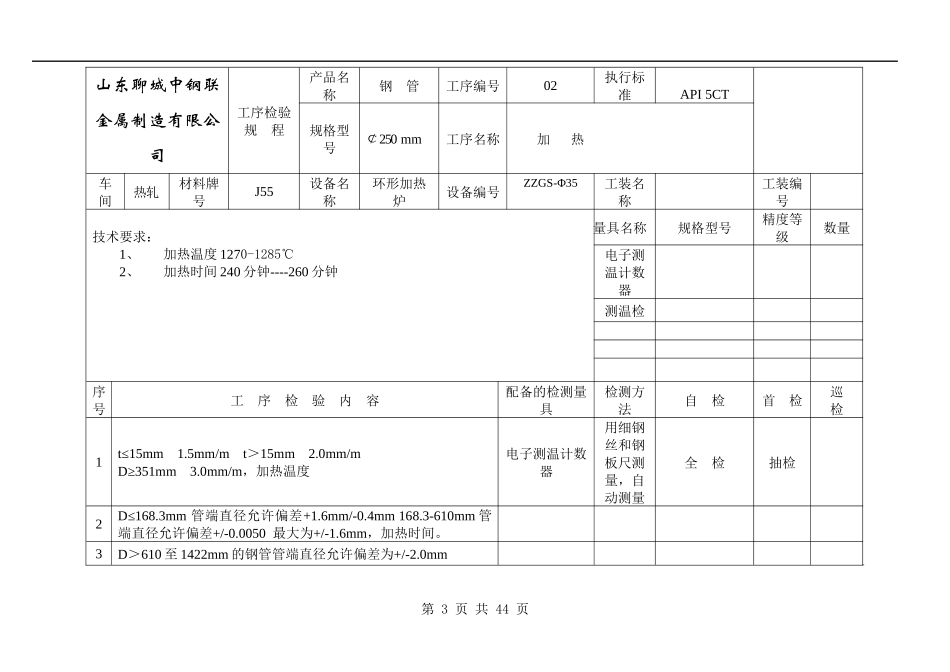
山东聊城中钢联金属制造有限公司工序检验规程文件编号:ZGL/JS01-2009编制日期审核日期审批日期2009年1月3日第1页共44页山东聊城中钢联金属制造有限公司工序检验规程产品名称钢管工序编号01执行标准API5CT规格型号φ250工序名称原材料进厂复验车间原料材料牌号J55设备名称设备编号工装名称工装编号技术要求:原材料进厂必须复检,检验项目:1、外观检验2、化学分析量具名称规格型号精度等级数量分光光度计721型1碳硫分析仪JTY-CS20411外卡0~500mm1序号工序检验内容配备的检测量具检测方法自检首检巡检1钢管外表面不得有划伤、碰撞坑等缺陷。目测2化学分析对碳、锰、硫、磷、硅进行复检,按ASTMA751分光光度计碳硫分析仪化学分析3第2页共44页山东聊城中钢联金属制造有限公司工序检验规程产品名称钢管工序编号02执行标准API5CT规格型号¢250mm工序名称加热车间热轧材料牌号J55设备名称环形加热炉设备编号ZZGS-Φ35工装名称工装编号技术要求:1、加热温度1270-1285℃2、加热时间240分钟----260分钟量具名称规格型号精度等级数量电子测温计数器测温检序号工序检验内容配备的检测量具检测方法自检首检巡检1t≤15mm1.5mm/mt>15mm2.0mm/mD≥351mm3.0mm/m,加热温度电子测温计数器用细钢丝和钢板尺测量,自动测量全检抽检2D≤168.3mm管端直径允许偏差+1.6mm/-0.4mm168.3-610mm管端直径允许偏差+/-0.0050最大为+/-1.6mm,加热时间。3D>610至1422mm的钢管管端直径允许偏差为+/-2.0mm第3页共44页4t≤4.0偏差为+1.6/-1.54.0