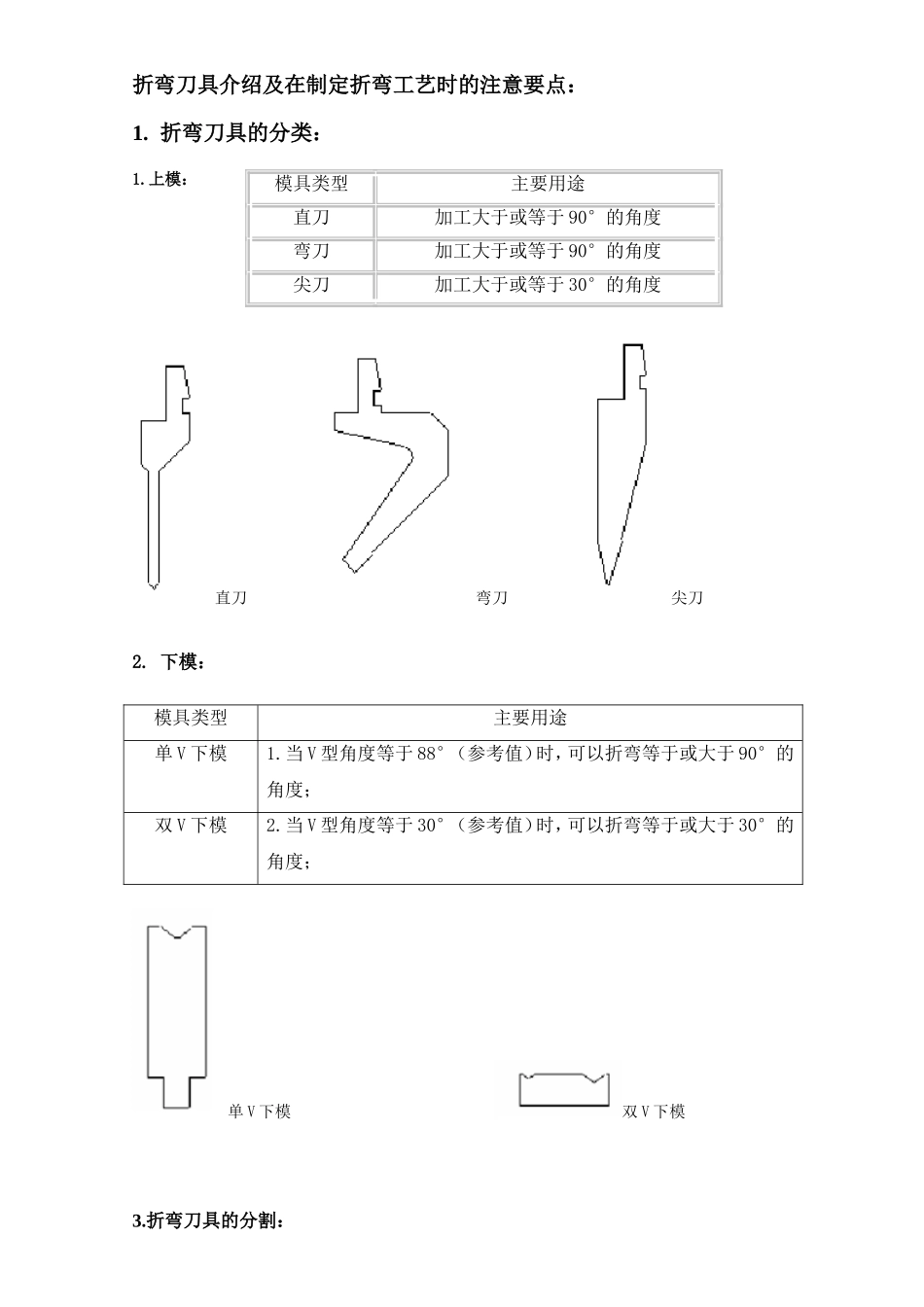
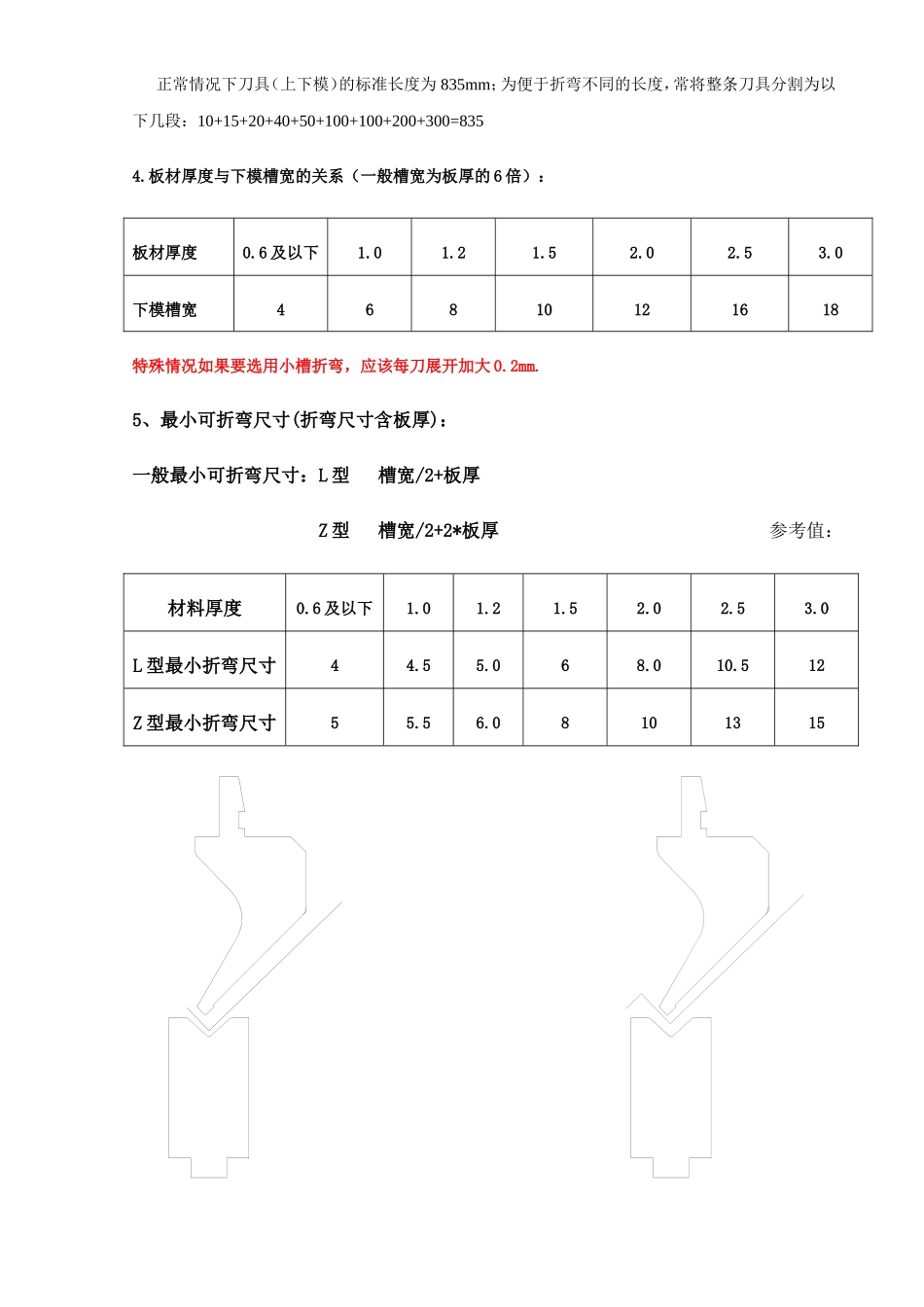
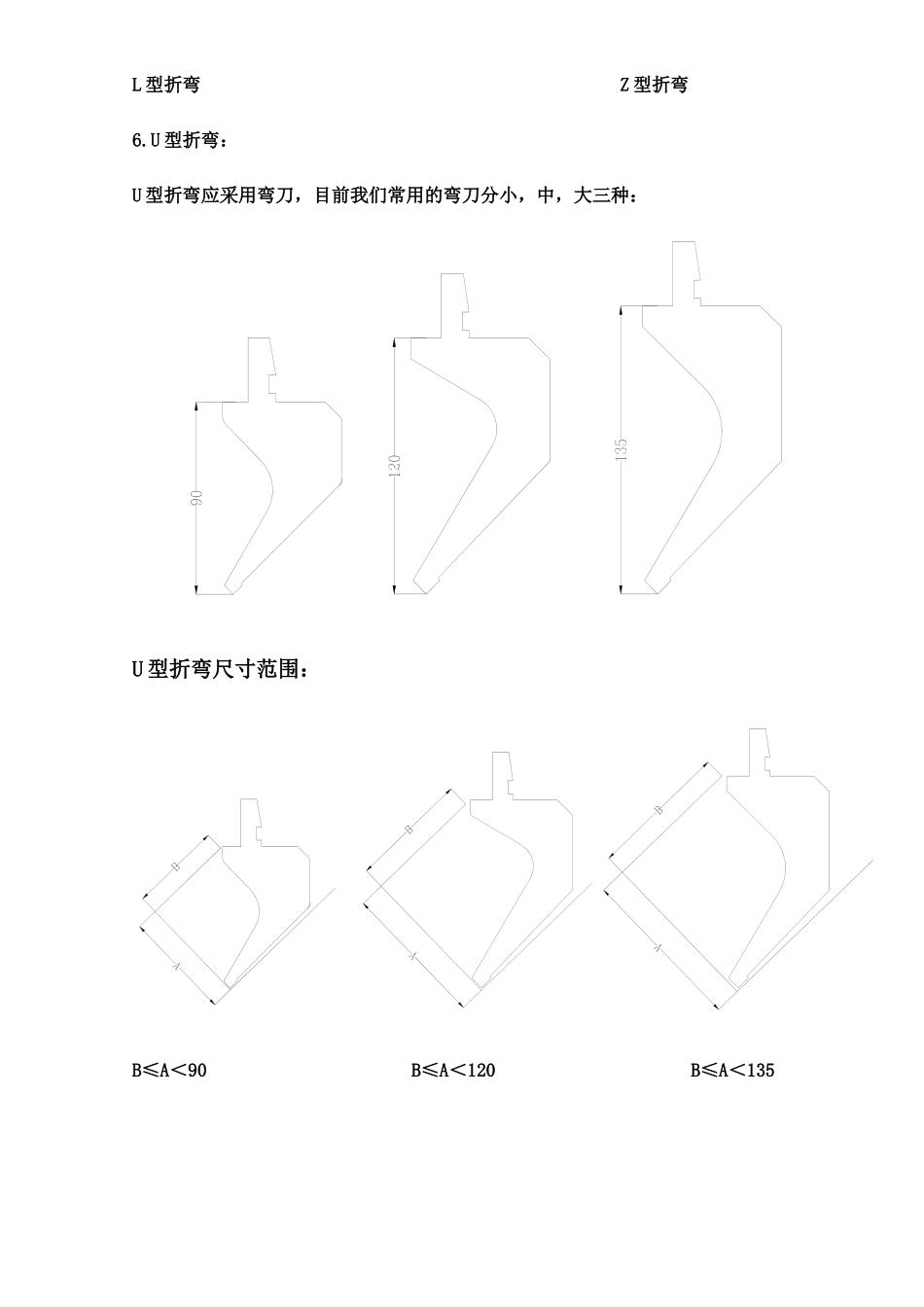
折弯刀具介绍及在制定折弯工艺时的注意要点:1.折弯刀具的分类:1.上模:直刀弯刀尖刀2.下模:模具类型主要用途单V下模1.当V型角度等于88°(参考值)时,可以折弯等于或大于90°的角度;双V下模2.当V型角度等于30°(参考值)时,可以折弯等于或大于30°的角度;单V下模双V下模3.折弯刀具的分割:模具类型主要用途直刀加工大于或等于90°的角度弯刀加工大于或等于90°的角度尖刀加工大于或等于30°的角度正常情况下刀具(上下模)的标准长度为835mm;为便于折弯不同的长度,常将整条刀具分割为以下几段:10+15+20+40+50+100+100+200+300=8354.板材厚度与下模槽宽的关系(一般槽宽为板厚的6倍):板材厚度0.6及以下1.01.21.52.02.53.0下模槽宽46810121618特殊情况如果要选用小槽折弯,应该每刀展开加大0.2mm.5、最小可折弯尺寸(折弯尺寸含板厚):一般最小可折弯尺寸:L型槽宽/2+板厚Z型槽宽/2+2*板厚参考值:材料厚度0.6及以下1.01.21.52.02.53.0L型最小折弯尺寸44.55.068.010.512Z型最小折弯尺寸55.56.08101315L型折弯Z型折弯6.U型折弯:U型折弯应采用弯刀,目前我们常用的弯刀分小,中,大三种:U型折弯尺寸范围:B≤A<90B≤A<120B≤A<1358≤A≤B<458≤A≤B<708≤A≤B<80注:A尺寸为不包含材料厚度尺寸请大家修订完善
 VIP
VIP






