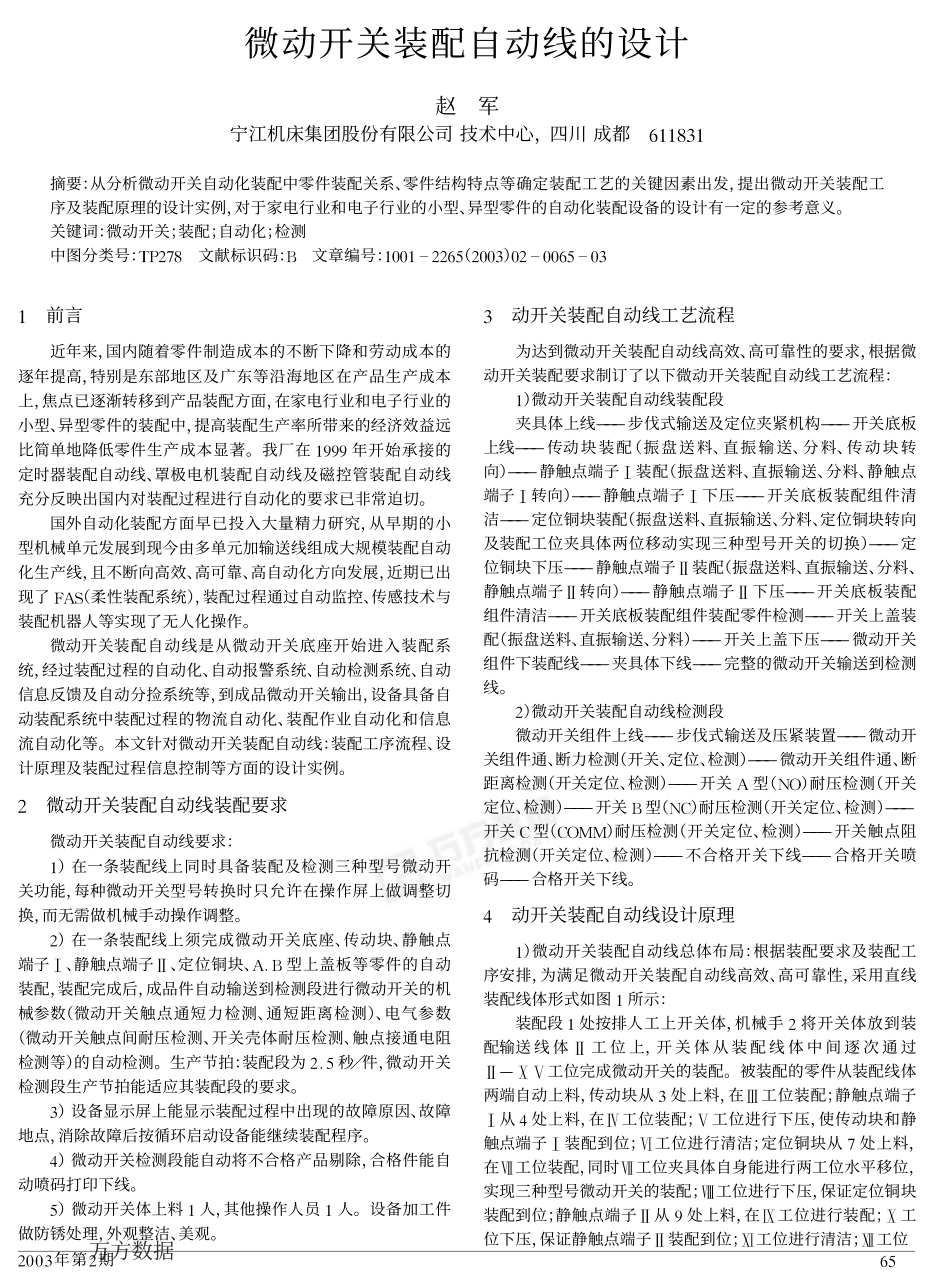
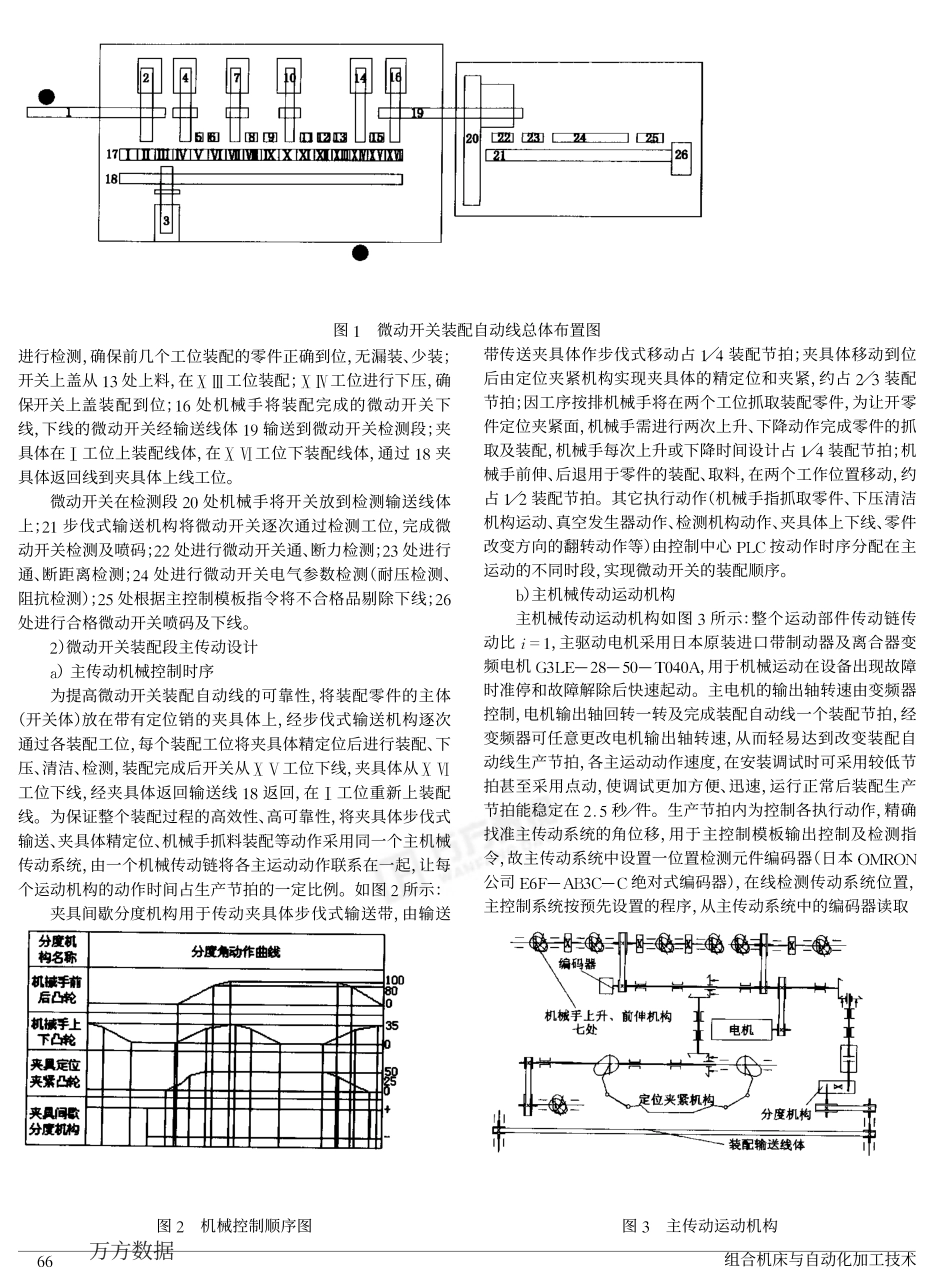
微动开关装配自动线的设计赵军宁江机床集团股份有限公司技术中心,四川成都!""#$"摘要:从分析微动开关自动化装配中零件装配关系、零件结构特点等确定装配工艺的关键因素出发,提出微动开关装配工序及装配原理的设计实例,对于家电行业和电子行业的小型、异型零件的自动化装配设备的设计有一定的参考意义。关键词:微动开关;装配;自动化;检测中图分类号:%&’(#文献标识码:)文章编号:"**"+’’!,(’**$)*’+**!,+*$"前言近年来,国内随着零件制造成本的不断下降和劳动成本的逐年提高,特别是东部地区及广东等沿海地区在产品生产成本上,焦点已逐渐转移到产品装配方面,在家电行业和电子行业的小型、异型零件的装配中,提高装配生产率所带来的经济效益远比简单地降低零件生产成本显著。我厂在"---年开始承接的定时器装配自动线、罩极电机装配自动线及磁控管装配自动线充分反映出国内对装配过程进行自动化的要求已非常迫切。国外自动化装配方面早已投入大量精力研究,从早期的小型机械单元发展到现今由多单元加输送线组成大规模装配自动化生产线,且不断向高效、高可靠、高自动化方向发展,近期已出现了./0(柔性装配系统),装配过程通过自动监控、传感技术与装配机器人等实现了无人化操作。微动开关装配自动线是从微动开关底座开始进入装配系统,经过装配过程的自动化、自动报警系统、自动检测系统、自动信息反馈及自动分捡系统等,到成品微动开关输出,设备具备自动装配系统中装配过程的物流自动化、装配作业自动化和信息流自动化等。本文针对微动开关装配自动线:装配工序流程、设计原理及装配过程信息控制等方面的设计实例。’微动开关装配自动线装配要求微动开关装配自动线要求:")在一条装配线上同时具备装配及检测三种型号微动开关功能,每种微动开关型号转换时只允许在操作屏上做调整切换,而无需做机械手动操作调整。’)在一条装配线上须完成微动开关底座、传动块、静触点端子!、静触点端子"、定位铜块、/1)型上盖板等零件的自动装配,装配完成后,成品件自动输送到检测段进行微动开关的机械参数(微动开关触点通短力检测、通短距离检测)、电气参数(微动开关触点间耐压检测、开关壳体耐压检测、触点接通电阻检测等)的自动检测。生产节拍:装配段为’1,秒/件,微动开关检测段生产节拍能适应其装配段的要求。$)设备显示屏上能显示装配过程中出现的故障原因、故障地点,消除故障后按循环启动设备能继续装配程序。2)微动开关检测段能自动将不合格产品剔除,合格件能自动喷码打印下线。,)微动开关体上料"人,其他操作人员"人。设备加工件做防锈处理,外观整洁、美观。$动开关装配自动线工艺流程为达到微动开关装配自动线高效、高可靠性的要求,根据微动开关装配要求制订了以下微动开关装配自动线工艺流程:")微动开关装配自动线装配段夹具体上线———步伐式输送及定位夹紧机构———开关底板上线———传动块装配(振盘送料、直振输送、分料、传动块转向)———静触点端子!装配(振盘送料、直振输送、分料、静触点端子!转向)———静触点端子!下压———开关底板装配组件清洁———定位铜块装配(振盘送料、直振输送、分料、定位铜块转向及装配工位夹具体两位移动实现三种型号开关的切换)———定位铜块下压———静触点端子"装配(振盘送料、直振输送、分料、静触点端子"转向)———静触点端子"下压———开关底板装配组件清洁———开关底板装配组件装配零件检测———开关上盖装配(振盘送料、直振输送、分料)———开关上盖下压———微动开关组件下装配线———夹具体下线———完整的微动开关输送到检测线。’)微动开关装配自动线检测段微动开关组件上线———步伐式输送及压紧装置———微动开关组件通、断力检测(开关、定位、检测)———微动开关组件通、断距离检测(开关定位、检测)———开关/型(34)耐压检测(开关定位、检测)———开关)型(35)耐压检测(开关定位、检测)———开关5型(5466)耐压检测(开关定位、检测)———开关触点阻抗检测(开关定位、检测)———不合格开关下线———合格开关喷码———合格开关下线。2动...






 VIP
VIP

