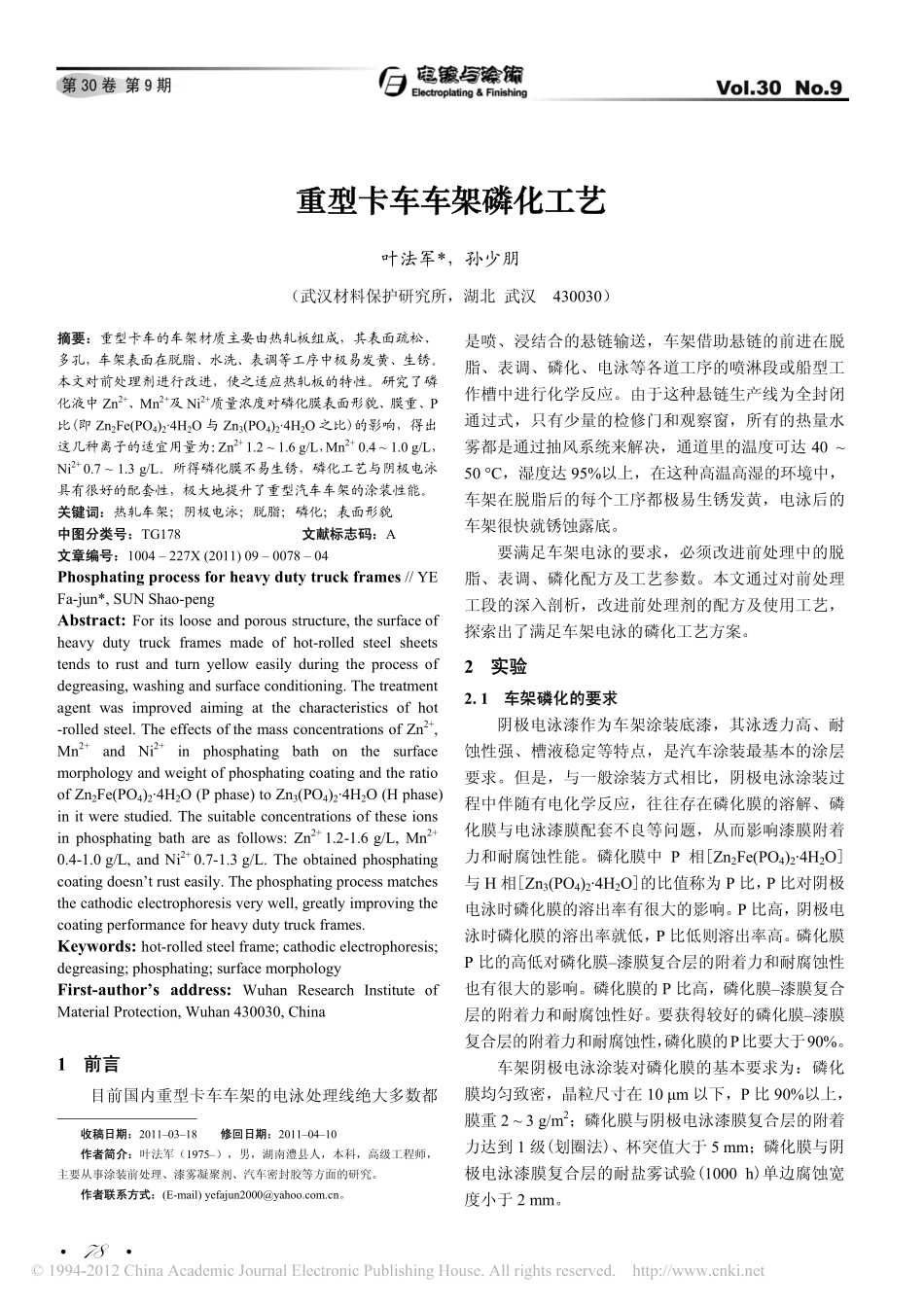
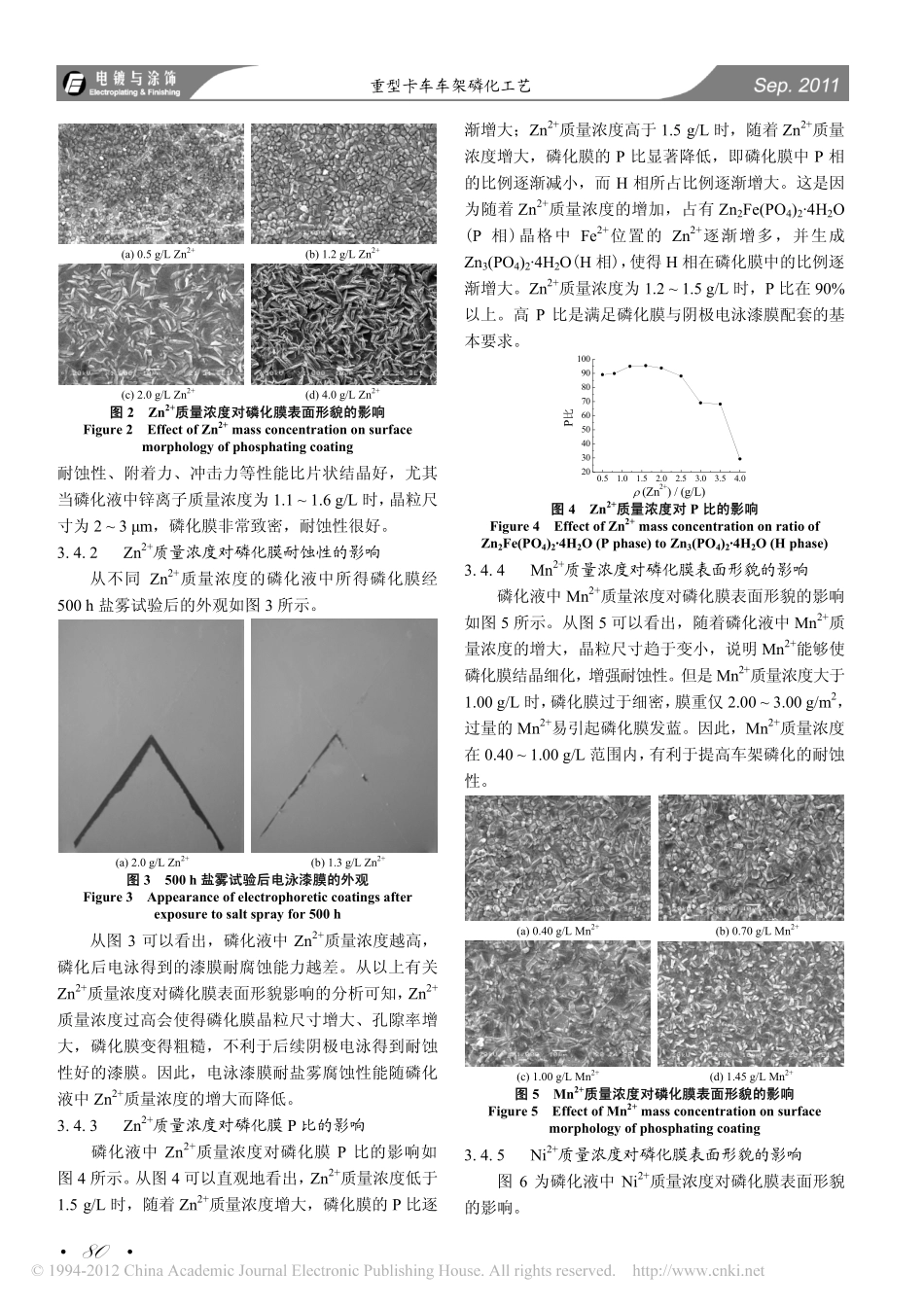
•78•重型卡车车架磷化工艺叶法军*,孙少朋(武汉材料保护研究所,湖北武汉430030)摘要:重型卡车的车架材质主要由热轧板组成,其表面疏松、多孔,车架表面在脱脂、水洗、表调等工序中极易发黄、生锈。本文对前处理剂进行改进,使之适应热轧板的特性。研究了磷化液中Zn2+、Mn2+及Ni2+质量浓度对磷化膜表面形貌、膜重、P比(即Zn2Fe(PO4)2·4H2O与Zn3(PO4)2·4H2O之比)的影响,得出这几种离子的适宜用量为:Zn2+1.2~1.6g/L,Mn2+0.4~1.0g/L,Ni2+0.7~1.3g/L。所得磷化膜不易生锈,磷化工艺与阴极电泳具有很好的配套性,极大地提升了重型汽车车架的涂装性能。关键词:热轧车架;阴极电泳;脱脂;磷化;表面形貌中图分类号:TG178文献标志码:A文章编号:1004–227X(2011)09–0078–04Phosphatingprocessforheavydutytruckframes//YEFa-jun*,SUNShao-pengAbstract:Foritslooseandporousstructure,thesurfaceofheavydutytruckframesmadeofhot-rolledsteelsheetstendstorustandturnyelloweasilyduringtheprocessofdegreasing,washingandsurfaceconditioning.Thetreatmentagentwasimprovedaimingatthecharacteristicsofhot-rolledsteel.TheeffectsofthemassconcentrationsofZn2+,Mn2+andNi2+inphosphatingbathonthesurfacemorphologyandweightofphosphatingcoatingandtheratioofZn2Fe(PO4)2·4H2O(Pphase)toZn3(PO4)2·4H2O(Hphase)initwerestudied.Thesuitableconcentrationsoftheseionsinphosphatingbathareasfollows:Zn2+1.2-1.6g/L,Mn2+0.4-1.0g/L,andNi2+0.7-1.3g/L.Theobtainedphosphatingcoatingdoesn’trusteasily.Thephosphatingprocessmatchesthecathodicelectrophoresisverywell,greatlyimprovingthecoatingperformanceforheavydutytruckframes.Keywords:hot-rolledsteelframe;cathodicelectrophoresis;degreasing;phosphating;surfacemorphologyFirst-author’saddress:WuhanResearchInstituteofMaterialProtection,Wuhan430030,China1前言目前国内重型卡车车架的电泳处理线绝大多数都收稿日期:2011–03–18修回日期:2011–04–10作者简介:叶法军(1975–),男,湖南澧县人,本科,高级工程师,主要从事涂装前处理、漆雾凝聚剂、汽车密封胶等方面的研究。作者联系方式:(E-mail)yefajun2000@yahoo.com.cn。是喷、浸结合的悬链输送,车架借助悬链的前进在脱脂、表调、磷化、电泳等各道工序的喷淋段或船型工作槽中进行化学反应。由于这种悬链生产线为全封闭通过式,只有少量的检修门和观察窗,所有的热量水雾都是通过抽风系统来解决,通道里的温度可达40~50°C,湿度达95%以上,在这种高温高湿的环境中,车架在脱脂后的每个工序都极易生锈发黄,电泳后的车架很快就锈蚀露底。要满足车架电泳的要求,必须改进前处理中的脱脂、表调、磷化配方及工艺参数。本文通过对前处理工段的深入剖析,改进前处理剂的配方及使用工艺,探索出了满足车架电泳的磷化工艺方案。2实验2.1车架磷化的要求阴极电泳漆作为车架涂装底漆,其泳透力高、耐蚀性强、槽液稳定等特点,是汽车涂装最基本的涂层要求。但是,与一般涂装方式相比,阴极电泳涂装过程中伴随有电化学反应,往往存在磷化膜的溶解、磷化膜与电泳漆膜配套不良等问题,从而影响漆膜附着力和耐腐蚀性能。磷化膜中P相[Zn2Fe(PO4)2·4H2O]与H相[Zn3(PO4)2·4H2O]的比值称为P比,P比对阴极电泳时磷化膜的溶出率有很大的影响。P比高,阴极电泳时磷化膜的溶出率就低,P比低则溶出率高。磷化膜P比的高低对磷化膜–漆膜复合层的附着力和耐腐蚀性也有很大的影响。磷化膜的P比高,磷化膜–漆膜复合层的附着力和耐腐蚀性好。要获得较好的磷化膜–漆膜复合层的附着力和耐腐蚀性,磷化膜的P比要大于90%。车架阴极电泳涂装对磷化膜的基本要求为:磷化膜均匀致密,晶粒尺寸在10μm以下,P比90%以上,膜重2~3g/m2;磷化膜与阴极电泳漆膜复合层的附着力达到1级(划圈法)、杯突值大于5mm;磷化膜与阴极电泳漆膜复合层的耐盐雾试验(1000h)单边腐蚀宽度小于2mm。重型卡车车架磷化工艺•79•2.2车架磷化的工艺过程喷淋预脱脂─浸泡脱脂─喷淋水洗─浸泡水洗...






 VIP
VIP

