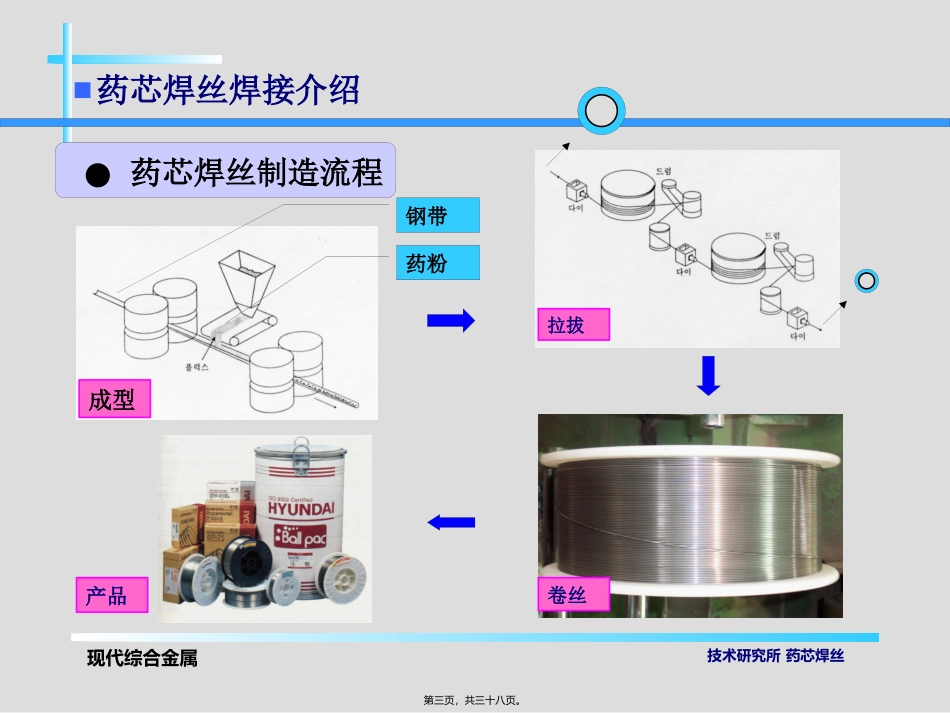
现代综合金属药芯焊丝焊接常识技术研究所药芯焊丝第一页,共三十八页。现代综合金属●目录▶药芯焊丝的制造流程▶药芯焊丝的规格▶药芯焊丝的种类和特征▶药芯焊丝的焊接特性▶焊接装置的组成▶影响焊缝成型的焊接变数▶焊接缺陷的种类▶焊接操作时本卷须知▶焊接材料的保管和使用本卷须知药芯焊丝焊接常识技术研究所药芯焊丝第二页,共三十八页。现代综合金属钢带药粉成型卷丝产品拉拔药芯焊丝焊接介绍●药芯焊丝制造流程技术研究所药芯焊丝第三页,共三十八页。现代综合金属药芯焊丝的断面形象无缝Butt对接Lap叠接药芯焊丝焊接介绍技术研究所药芯焊丝第四页,共三十八页。现代综合金属药粉性能脱氧防止金属的氧化电弧安定操作性稳定焊渣覆盖防止空气进入有利于焊缝成型合金确保机械性能药芯焊丝焊接介绍技术研究所药芯焊丝第五页,共三十八页。现代综合金属●药芯焊丝规格美国标准E71T-1焊接材料抗拉强度70ksi(50kg级)焊接姿势:全位置(0:向下立焊)保护气体,极性1:CO2,DC+1M:氩混合气体,DC+4:无气体,DC+药粉焊丝:粉芯型药芯焊丝焊接介绍技术研究所药芯焊丝第六页,共三十八页。现代综合金属日本标准YFW-C502R焊丝低碳钢,高强钢用药芯焊丝(FL:低温用药芯焊丝)气体:CO2(A:氩混合)焊剂类型:钛型(B:碱性,M:金属型)冲击韧性-20℃47焦耳以上抗拉强度水准:50kg级药芯焊丝焊接介绍技术研究所药芯焊丝第七页,共三十八页。现代综合金属欧洲标准T4631NiBM1H5管:药芯焊剂屈服强度460MPa以上冲击韧性-30℃47焦耳以上化学成份扩散氢:5以下(H10,H15)焊接姿势:全位置(4:向下立焊,平焊)气体:氩混合(C:CO2,N:无气体)类型:根本型(R:钛型,M:金属型)药芯焊丝焊接介绍技术研究所药芯焊丝第八页,共三十八页。现代综合金属●药芯焊丝的种类和特性钛型金属型金属粉芯型碱性型操作性优,全位置用良,下向立焊用良,下向立焊用好,全位置用抗裂性好优良优抗气孔性差优良优冲击韧性好良良优SF-71,Supercored71Supercored70NSSF-70MXSupercored70BHyundai产品药芯焊丝焊接介绍根据药粉特征的分类和特征技术研究所药芯焊丝第九页,共三十八页。现代综合金属低温用高效率用高速度用薄板用特征-40℃,-60℃确保冲击韧性熔敷速度优秀抗缺陷性优秀,高速焊接低电流焊接Supercored81K2SC-EG2CoredSupercored70MXHSC-70TCored耐候性用耐候性钢板用SF-70W,SF-80WHyundai产品焊后热处理焊接后能热处理Supercored81MAG药芯焊丝焊接介绍根据用途的分类和特征技术研究所药芯焊丝第十页,共三十八页。现代综合金属药芯焊丝焊接介绍各种MAG焊接的操作性比较CO2焊接药芯焊丝焊接类型焊接操作性CO2焊接实芯焊丝Ar-CO2焊接实芯焊丝钛型金属型极薄板(t≤2)良良好好薄板(t≤6)良良良良中板(t>6)良良良良平焊厚板(t>25)良良良好平角焊良良良良立向上有点不良好良有点不良立焊立向下有点不良好良有点不良操作的难易度双面焊有点不良有点不良良有点不良平焊好良良良平角焊好良良良立焊有点不良好良有点不良焊缝外观仰焊有点不良好好有点不良电弧稳定性好良好好熔深深度良好好良飞溅有点不良良好好脱渣性--良好其他咬边好良良良技术研究所药芯焊丝第十一页,共三十八页。现代综合金属节省费用●药芯焊丝的特征焊接费用相对比较20.612.31.10.578.330.10102030405060708090100焊条药芯焊丝焊接费用(%/m)人工费电费材料费电焊条:4.0mm药芯焊丝:1.2mm材料费:包括气体人工费:包括清根和气刨药芯焊丝焊接介绍技术研究所药芯焊丝第十二页,共三十八页。现代综合金属熔敷速度020406080100120140160150200250300电流(A)金属型药芯焊丝1.2Φ钛型药芯焊丝1.2Φ实芯焊丝1.2Φ焊条6.0Φ焊条5.0Φ焊条4.0Φ熔敷量(g/min)药芯焊丝焊接介绍技术研究所药芯焊丝第十三页,共三十八页。现代综合金属烟尘量95068065001002003004005006007008009001000一般药芯焊丝低烟尘型实芯焊丝烟尘量(mg/)分1.2mm280A31V30cpm药芯焊丝焊接介绍技术研究所药芯焊丝第十四页,共三十八页。现代综合金属0123456250300350400发生飞溅1.6mm0.85Φ以上飞溅电流(A)飞溅量(g/min)实芯焊丝药芯焊丝药芯焊丝焊接介绍技术研究所药芯焊丝第十五页,共三十八页。现代综合金属凹痕数051015...






 VIP
VIP

