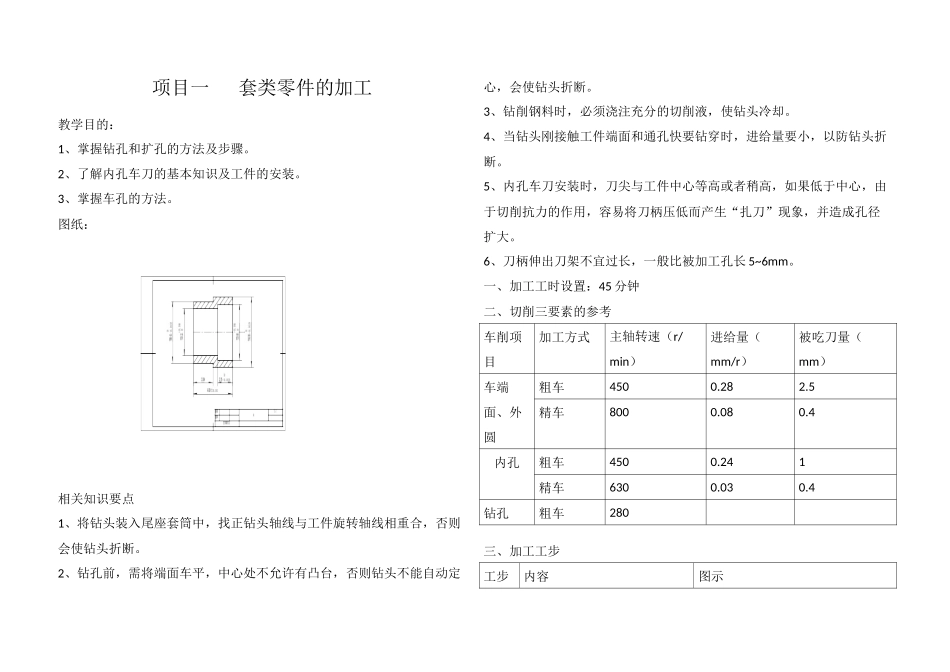
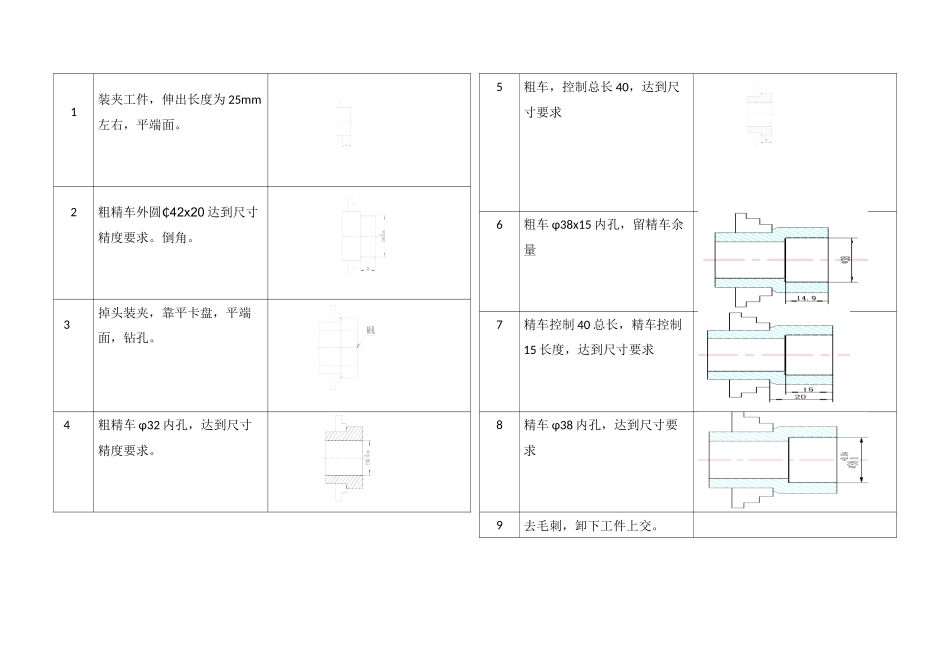
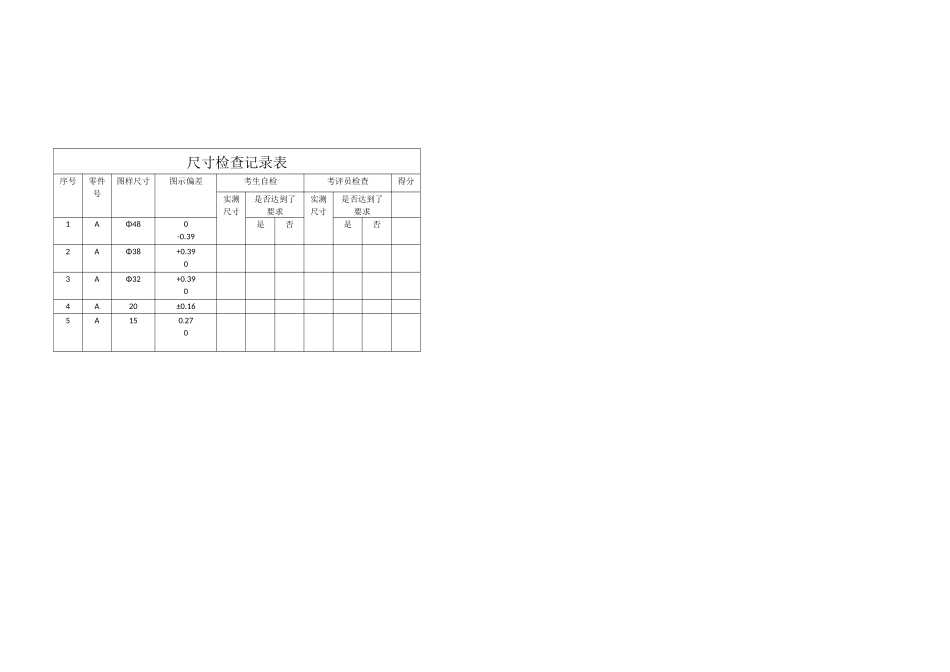
项目一套类零件的加工教学目的:1、掌握钻孔和扩孔的方法及步骤。2、了解内孔车刀的基本知识及工件的安装。3、掌握车孔的方法。图纸:相关知识要点1、将钻头装入尾座套筒中,找正钻头轴线与工件旋转轴线相重合,否则会使钻头折断。2、钻孔前,需将端面车平,中心处不允许有凸台,否则钻头不能自动定心,会使钻头折断。3、钻削钢料时,必须浇注充分的切削液,使钻头冷却。4、当钻头刚接触工件端面和通孔快要钻穿时,进给量要小,以防钻头折断。5、内孔车刀安装时,刀尖与工件中心等高或者稍高,如果低于中心,由于切削抗力的作用,容易将刀柄压低而产生“扎刀”现象,并造成孔径扩大。6、刀柄伸出刀架不宜过长,一般比被加工孔长5~6mm。一、加工工时设置:45分钟二、切削三要素的参考车削项目加工方式主轴转速(r/min)进给量(mm/r)被吃刀量(mm)车端面、外圆粗车4500.282.5精车8000.080.4内孔粗车4500.241精车6300.030.4钻孔粗车280三、加工工步工步内容图示1装夹工件,伸出长度为25mm左右,平端面。2粗精车外圆₵42x20达到尺寸精度要求。倒角。3掉头装夹,靠平卡盘,平端面,钻孔。4粗精车φ32内孔,达到尺寸精度要求。5粗车,控制总长40,达到尺寸要求6粗车φ38x15内孔,留精车余量7精车控制40总长,精车控制15长度,达到尺寸要求8精车φ38内孔,达到尺寸要求9去毛刺,卸下工件上交。尺寸检查记录表序号零件号图样尺寸图示偏差考生自检考评员检查得分实测尺寸是否达到了要求实测尺寸是否达到了要求1AΦ480-0.39是否是否2AΦ38+0.3903AΦ32+0.3904A20±0.165A150.270