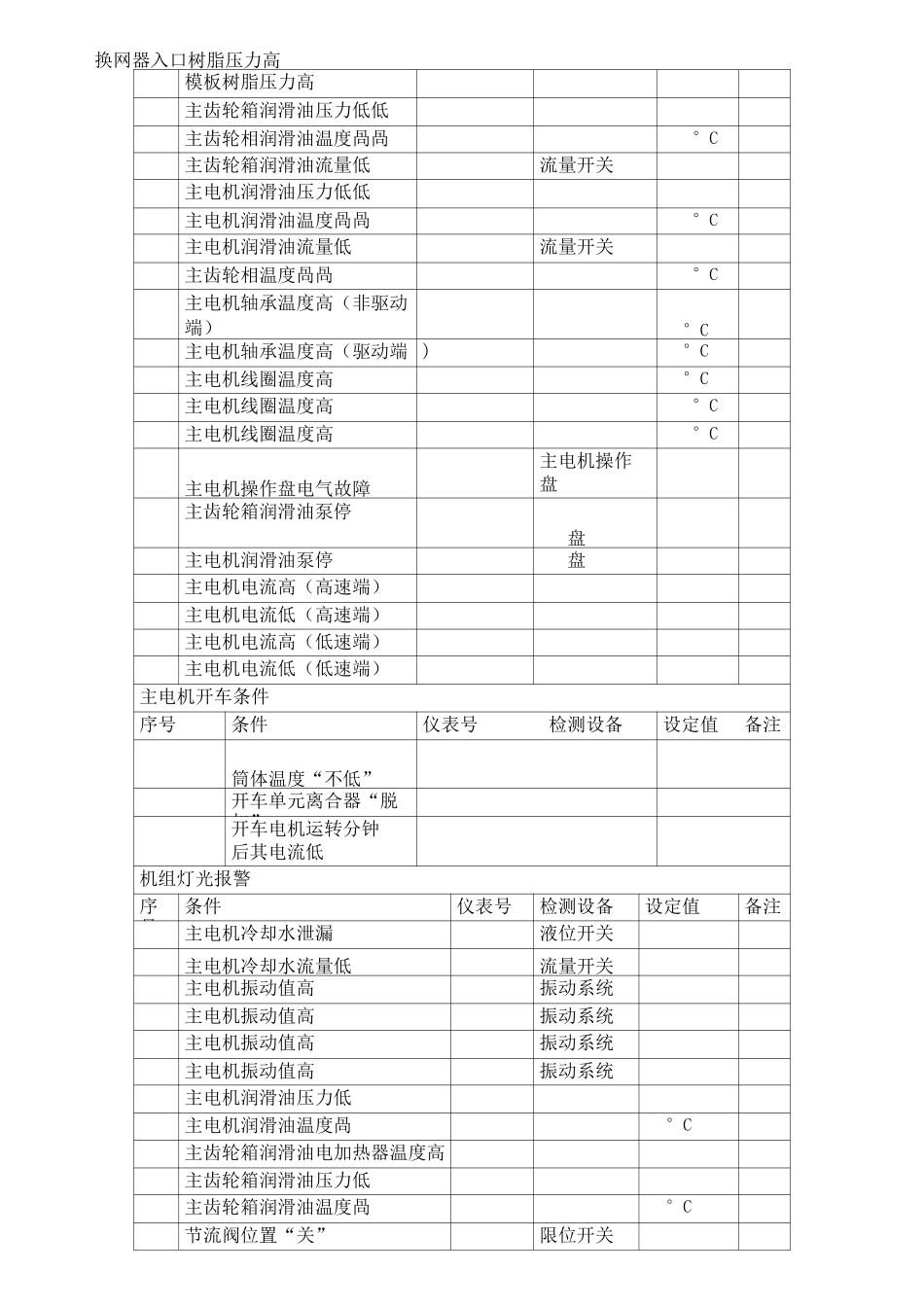
造粒岗设备操作规程一、开车前的准备工作1、挤压造粒机及其相关系统所有设备安装结束,单机试运合格。2、所有性能试验和调整完成。3、保证机器和工作区域清洁有序,没有散落的颗粒或油。4、进行安全检查,保证所有安全保护设施齐全好用,安全用具、护具齐全(如硅油、扁铲、防护手套、拉料用钩子等)。5、所有公用工程投用,例如:蒸汽、循环水、脱盐水、电、氮气、仪表风等。6、所有油、脂润滑点加油、脂。润滑油、液压油、导热油在正常液位。7、检查每一个电机转向正确。8、仪表联校合格。挤出机停车联锁序号联锁描述仪表号检测设备设定值备注颗粒水泵停盘离心干燥器停盘颗粒水流量低离心干燥器转速低速度开关开车单元停车联锁序号联锁描述仪表号检测设备设定值备注主电机联轴器打滑转差检测器换网器入口树脂压力高模板树脂压力高主齿轮箱润滑油压力低低主齿轮相润滑油温度咼咼°C主齿轮箱润滑油流量低流量开关主电机润滑油压力低低主电机润滑油温度咼咼°C主电机润滑油流量低流量开关主齿轮相温度咼咼C主齿轮箱润滑油泵停盘主电机润滑油泵停盘开车电机电流高(高速端)开车电机电流高(低速端)切粒电机停车联锁序号联锁描述仪表号检测设备设定值1备注切粒视窗打开限位开关切粒单元“脱开”限位开关切粒单元锁环“松开”限位开关切粒单元夹具液压油压力低1压力开关切粒轴退刀切粒电机驱动控制盘电器故障切粒电机控制盘主电机停车联锁序号联锁描述仪表号检测设备设定值备注主电机联轴器打滑转差检测器换网器入口树脂压力高模板树脂压力高主齿轮箱润滑油压力低低主齿轮相润滑油温度咼咼°C主齿轮箱润滑油流量低流量开关主电机润滑油压力低低主电机润滑油温度咼咼°C主电机润滑油流量低流量开关主齿轮相温度咼咼°C主电机轴承温度高(非驱动端)°C主电机轴承温度高(驱动端)°C主电机线圈温度高°C主电机线圈温度高°C主电机线圈温度高°C主电机操作盘电气故障主电机操作盘主齿轮箱润滑油泵停盘主电机润滑油泵停盘主电机电流高(高速端)主电机电流低(高速端)主电机电流高(低速端)主电机电流低(低速端)主电机开车条件序号条件仪表号检测设备设定值备注筒体温度“不低”开车单元离合器“脱扣”开车电机运转分钟后其电流低机组灯光报警序号条件仪表号检测设备设定值备注主电机冷却水泄漏液位开关主电机冷却水流量低流量开关主电机振动值高振动系统主电机振动值高振动系统主电机振动值高振动系统主电机振动值高振动系统主电机润滑油压力低主电机润滑油温度咼°C主齿轮箱润滑油电加热器温度高主齿轮箱润滑油压力低主齿轮箱润滑油温度咼°C节流阀位置“关”限位开关节流阀位置“开”限位开关筒体加热温度咼°C筒体加热温度咼°C筒体加热温度咼C筒体加热温度咼C筒体加热温度咼C筒体加热温度咼C节流阀加热温度咼C筒体加热器故障筒体加热控制面板筒体加热温度低C筒体加热温度低C筒体加热温度低C筒体加热温度低C筒体加热温度低C筒体加热温度低C节流阀加热温度低C密封压力低液位低液位开关泵停面板切刀刀刃“磨损”液位低液位开关停盘热油流量低(其它)流量开关热油流量低(模板)流量开关热油泵冷却水流量低流量开关热油泵冷却水流量低流量开关热油泵冷却水流量低流量开关热油泵冷却水流量低流量开关热油加热器温度咼温度丿丨关热油加热器温度咼温度丿丨关热油加热器温度咼温度丿丨关热油加热器温度咼温度丿丨关热油加热器故障热油加热器控制面热油加热器故障热油加热器控制面热油泵温度高温度开关热油泵温度高温度开关热油泵温度高温度开关热油泵温度高温度开关热油泵停盘热油泵停盘粒料料斗料位高液位开关公共联锁“关”故障④自动开车程序挤压机开车程序必须是从下游往上游开,由PLC提供,根据逻辑在线自动指导设备开车,手动启动挤压机,使熔融树脂充满挤压机,自动开车。相关开关:自动/手动切换开关自启动开关下列操作与自动开车程序相关:切粒机启动操作切粒机进刀操作PCW三通阀操作开车阀操作在开车期间,应选择手动模式直到模板清洁完成,切粒单元锁模,然后操作模式由操作员转为自动,灯亮,自动开车能够通过按自动开车按钮启动。自动开车条件:主要设备:1M802电机“运行...







 VIP
VIP
