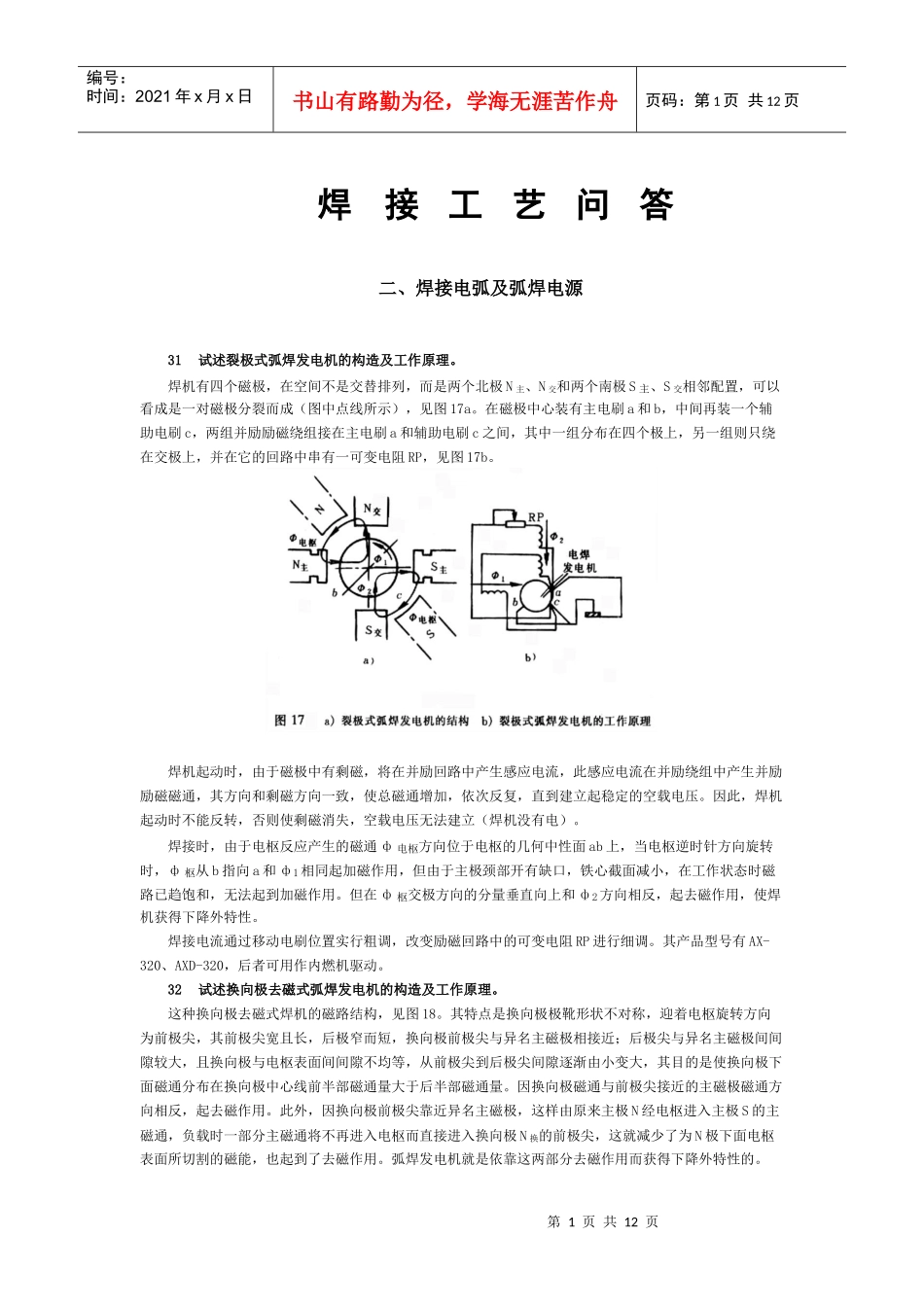
第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页焊接工艺问答二、焊接电弧及弧焊电源31试述裂极式弧焊发电机的构造及工作原理。焊机有四个磁极,在空间不是交替排列,而是两个北极N主、N交和两个南极S主、S交相邻配置,可以看成是一对磁极分裂而成(图中点线所示),见图17a。在磁极中心装有主电刷a和b,中间再装一个辅助电刷c,两组并励励磁绕组接在主电刷a和辅助电刷c之间,其中一组分布在四个极上,另一组则只绕在交极上,并在它的回路中串有一可变电阻RP,见图17b。焊机起动时,由于磁极中有剩磁,将在并励回路中产生感应电流,此感应电流在并励绕组中产生并励励磁磁通,其方向和剩磁方向一致,使总磁通增加,依次反复,直到建立起稳定的空载电压。因此,焊机起动时不能反转,否则使剩磁消失,空载电压无法建立(焊机没有电)。焊接时,由于电枢反应产生的磁通ф电枢方向位于电枢的几何中性面ab上,当电枢逆时针方向旋转时,ф枢从b指向a和ф1相同起加磁作用,但由于主极颈部开有缺口,铁心截面减小,在工作状态时磁路已趋饱和,无法起到加磁作用。但在ф枢交极方向的分量垂直向上和ф2方向相反,起去磁作用,使焊机获得下降外特性。焊接电流通过移动电刷位置实行粗调,改变励磁回路中的可变电阻RP进行细调。其产品型号有AX-320、AXD-320,后者可用作内燃机驱动。32试述换向极去磁式弧焊发电机的构造及工作原理。这种换向极去磁式焊机的磁路结构,见图18。其特点是换向极极靴形状不对称,迎着电枢旋转方向为前极尖,其前极尖宽且长,后极窄而短,换向极前极尖与异名主磁极相接近;后极尖与异名主磁极间间隙较大,且换向极与电枢表面间间隙不均等,从前极尖到后极尖间隙逐渐由小变大,其目的是使换向极下面磁通分布在换向极中心线前半部磁通量大于后半部磁通量。因换向极磁通与前极尖接近的主磁极磁通方向相反,起去磁作用。此外,因换向极前极尖靠近异名主磁极,这样由原来主极N经电枢进入主极S的主磁通,负载时一部分主磁通将不再进入电枢而直接进入换向极N换的前极尖,这就减少了为N极下面电枢表面所切割的磁能,也起到了去磁作用。弧焊发电机就是依靠这两部分去磁作用而获得下降外特性的。第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页焊接电流依靠改变电刷位置进行粗调,依靠改变并励绕组的可变电阻进行细调。这类焊机的产品型号有AX3-300、AX3-3-00-1、AX4-400等。33试述弧焊发电机使用过程中的常见故障及排除方法。弧焊发电机由于内部有旋转部分,所以在使用过程中出现故障的可能性要多一些。弧焊发电机的常见故障及排除方法见表4。表4弧焊发电机常见故障及排除方法故障特征产生原因排除方法焊机起动后电动机反转三相异步电动机与网络接线位置有错误将三相电源线中任意两相换接起动后电动机转速慢,有嗡嗡声1、三相熔丝中有一相被烧断2、电动机的定子线圈断线1、更换熔丝2、消除断线电刷和换向器间有火花1、电刷与换向器接触不良2、电刷被卡信或松动3、换向片间的云母突出4、个别换向片凹下或突出1、清洁并修整电刷和换向器的接触面2、调整电刷在电刷架中的间隙3、去除突出的云母,拉深云母槽,使云母低于换向器表面4、研磨或上车床车削焊接电流忽大忽小1、焊接回路的接触处接触不良2、电流调节器的可动部分随焊机的振动而移动1、检查焊接回路接触处,并使之接触良好2、检修电流调节器,使可动部分不易移动焊机过热1、焊机过载2、发电机的电枢绕组短路3、换向器表面污染或短路1、减小焊接电流或降低负载持续率2、消除短路处3、清理换向器表面,消除短路34试述弧焊整流器的种类及其优缺点。弧焊整流器是目前取代弧焊发电机的直流弧焊电源。其种类可分成硅弧焊整流器、晶闸管式弧焊整流器、晶体管式弧焊整流器、弧焊逆变器等。与弧焊发电机相比较,弧焊整流器具有效率高、空载损耗小、节省电机材料、构造与维修简单和噪声小等一系列优点。只是目前的市场价格比弧焊发电机略高一些。35试述硅弧焊整流器的工作原理及特性。第3页共12页第2页共12页编号:时间:2021年x月x日书山有路...






 VIP
VIP

