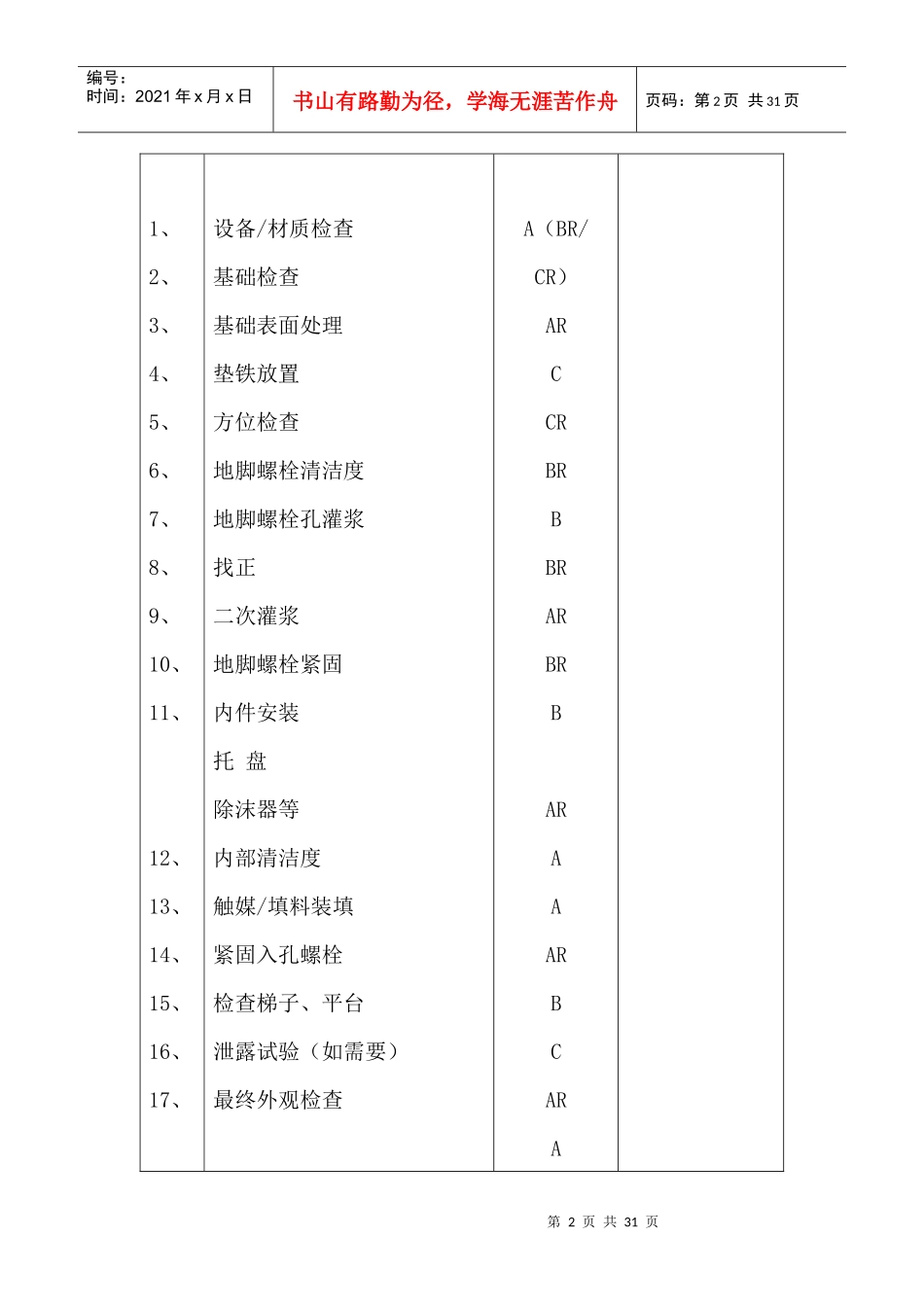
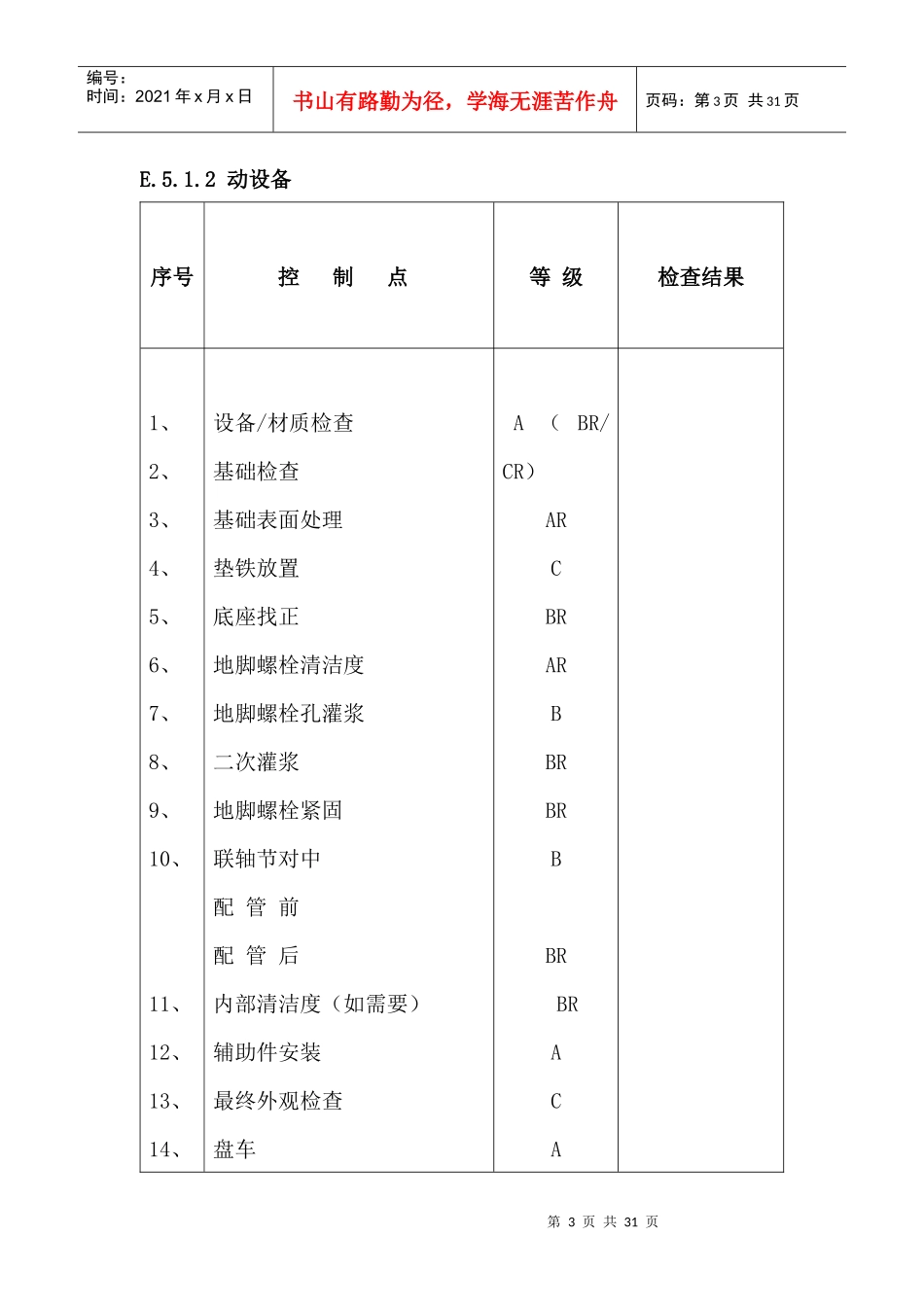
第1页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共31页质量控制点一览表E.5质量控制点等级“A”,“B”,“C”,“AR”,“BR”,“CR”的定义如下:“A”—应由业主见证确认后,才能进行下一道工序。“AR”—应备有施工纪录文件并由业主专业工程师确认后,才能进行下一道工序。“B”—应由承包者质检人员见证确认后,才能进行下一道工序。“BR”—应备有施工记录文件并由承包者质检人员签认后,才能进行下一道工序。“C”—应由分包者之间人员见证确认后,才能进行下一道工序。“CR”—应备有施工记录文件并由分包者质检人员签认后,才能进行下一道工序。E.5.1安装工程E.5.1.1静设备包括:塔、容器、反应器、再生器、热交换器。序号控制点等级检查结果第2页共31页第1页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共31页1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、设备/材质检查基础检查基础表面处理垫铁放置方位检查地脚螺栓清洁度地脚螺栓孔灌浆找正二次灌浆地脚螺栓紧固内件安装托盘除沫器等内部清洁度触媒/填料装填紧固入孔螺栓检查梯子、平台泄露试验(如需要)最终外观检查A(BR/CR)ARCCRBRBBRARBRBARAAARBCARA第3页共31页第2页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共31页E.5.1.2动设备序号控制点等级检查结果1、2、3、4、5、6、7、8、9、10、11、12、13、14、设备/材质检查基础检查基础表面处理垫铁放置底座找正地脚螺栓清洁度地脚螺栓孔灌浆二次灌浆地脚螺栓紧固联轴节对中配管前配管后内部清洁度(如需要)辅助件安装最终外观检查盘车A(BR/CR)ARCBRARBBRBRBBRBRACA第4页共31页第3页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共31页15、16、17、18、油洗、吹扫驱动装置转向检查联轴节最终对中试车BARBRARARE.5.1.3工业炉包括:工业炉、加热器、蒸汽锅炉。序号控制点等级检查结果1、2、3、4、5、6、7、8、9、设备/材质检查基础检查主结构找正(垂直度、标高)主墙方度(跨距、对角线)螺栓/结构焊接/墙板管、盘管、输气管对中顶部弹簧吊架调校焊接工艺规程/焊接工艺评定A(BR/CR)ARBRBRCBBAR第5页共31页第4页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第5页共31页10、11、12、13、14、15、16、17、18、19、20、21、22、23、焊工考试受压部分焊接检查着色、磁探射线外观焊后热处理(如需要)水压试验/渗漏试验/气溶性试验燃烧器辅助件焊接表面准备/筑炉清理焊放筑炉锚钉膨胀节筑炉筑炉外观检查内部清洁度烟囱找正(中心线、垂直度)最终外观检查化学清洗烘炉触媒装填A/BRBRBRCBRARCBBBAABRAARARARE.5.1.4拼装罐(现场组对设备)第6页共31页第5页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第6页共31页序号控制点等级检查结果1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、焊接工艺规程/焊接工艺评定焊工考试材质检查基础检查焊缝外观检查无损检测着色、磁探射线真空试验(底板)方位(管口、入孔)垂直度检查标高检查椭圆度检查尺寸检查焊后热处理(如需要)水压试验渗漏试验ARA/BRA(BR/CR)ARCBRBRA/BRBRBRBRBRBRBRARAR第7页共31页第6页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第7页共31页16、17、18、19、20、21、22、产品试板试验(如需要)附件安装衬里和涂层检查(内部)内部清洁度紧固入孔螺栓检查平台和梯子最终外观检查ARCAABCAE.5.1.5冷却器序号控制点等级检查结果1、2、3、4、5、6、7、8、9、设备/材质检查基础水平/标高放置地脚螺栓主钢结构水平/垂直度紧固螺栓驱动装置对中扇套和翼轮的间隙辅助件安装检查平台和梯子A(BR/CR)ACCBARBRC第8页共31页第7页共31页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第8页共31页10、11、12、驱动机转向检查最终外观检查试车CBRAARE.5.1.6输送带、装卸船机、桥式刮料机、包装机、打包称重机、皮带秤序号控制点等级检查结果1、2、3、4、5、6、7、8、9、1...