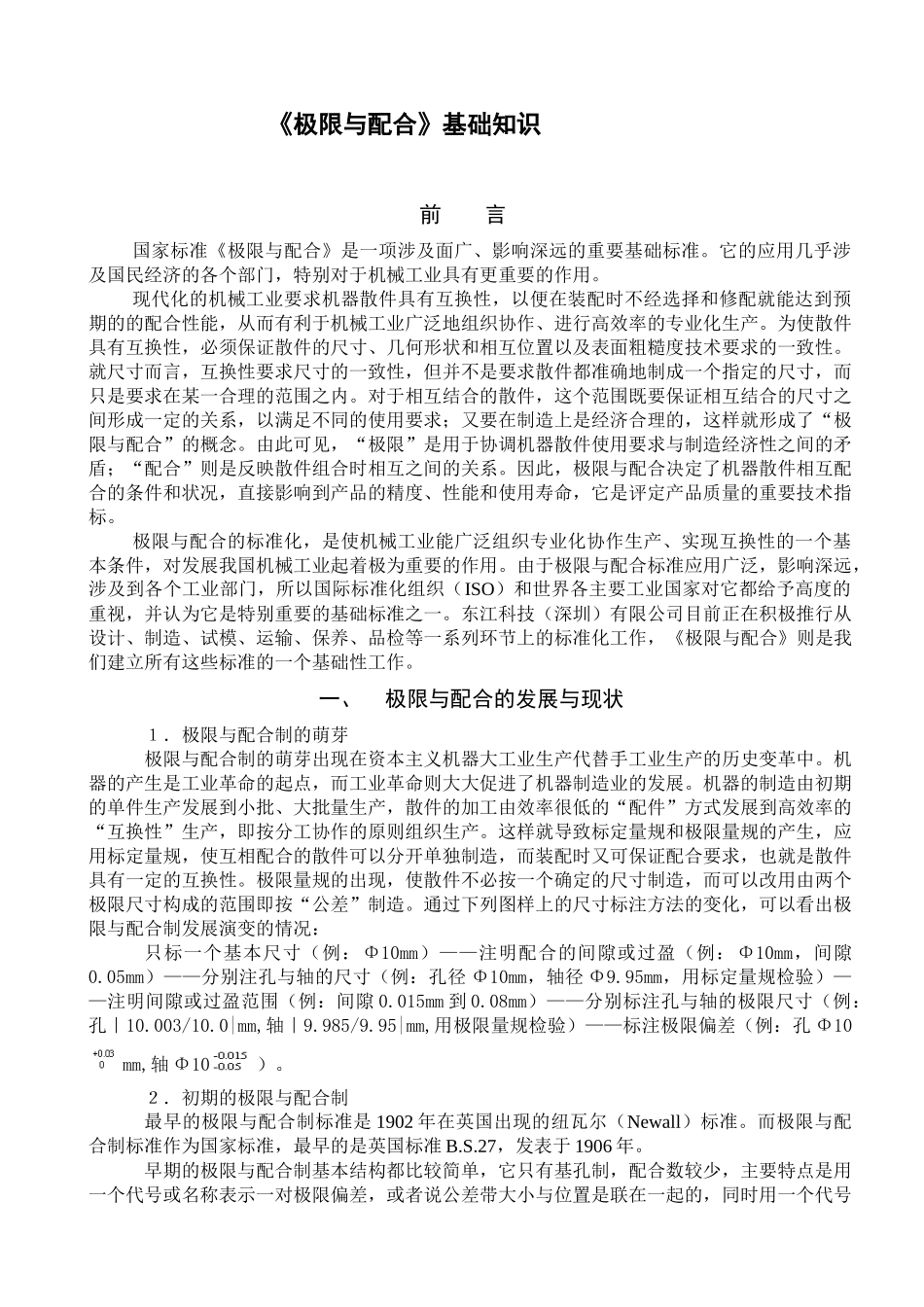
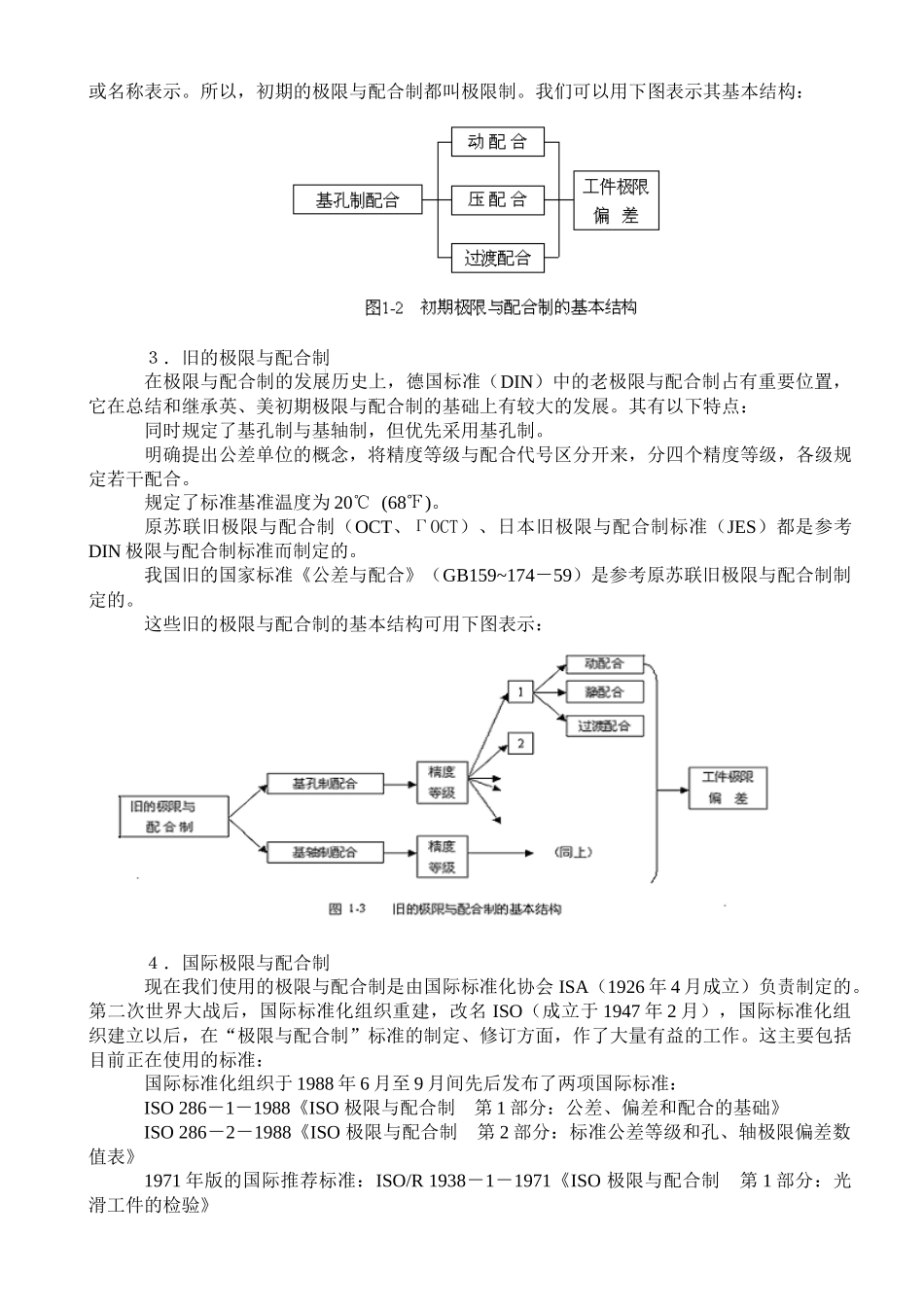
《极限与配合》基础知识前言国家标准《极限与配合》是一项涉及面广、影响深远的重要基础标准。它的应用几乎涉及国民经济的各个部门,特别对于机械工业具有更重要的作用。现代化的机械工业要求机器散件具有互换性,以便在装配时不经选择和修配就能达到预期的的配合性能,从而有利于机械工业广泛地组织协作、进行高效率的专业化生产。为使散件具有互换性,必须保证散件的尺寸、几何形状和相互位置以及表面粗糙度技术要求的一致性。就尺寸而言,互换性要求尺寸的一致性,但并不是要求散件都准确地制成一个指定的尺寸,而只是要求在某一合理的范围之内。对于相互结合的散件,这个范围既要保证相互结合的尺寸之间形成一定的关系,以满足不同的使用要求;又要在制造上是经济合理的,这样就形成了“极限与配合”的概念。由此可见,“极限”是用于协调机器散件使用要求与制造经济性之间的矛盾;“配合”则是反映散件组合时相互之间的关系。因此,极限与配合决定了机器散件相互配合的条件和状况,直接影响到产品的精度、性能和使用寿命,它是评定产品质量的重要技术指标。极限与配合的标准化,是使机械工业能广泛组织专业化协作生产、实现互换性的一个基本条件,对发展我国机械工业起着极为重要的作用。由于极限与配合标准应用广泛,影响深远,涉及到各个工业部门,所以国际标准化组织(ISO)和世界各主要工业国家对它都给予高度的重视,并认为它是特别重要的基础标准之一。东江科技(深圳)有限公司目前正在积极推行从设计、制造、试模、运输、保养、品检等一系列环节上的标准化工作,《极限与配合》则是我们建立所有这些标准的一个基础性工作。一、极限与配合的发展与现状1.极限与配合制的萌芽极限与配合制的萌芽出现在资本主义机器大工业生产代替手工业生产的历史变革中。机器的产生是工业革命的起点,而工业革命则大大促进了机器制造业的发展。机器的制造由初期的单件生产发展到小批、大批量生产,散件的加工由效率很低的“配件”方式发展到高效率的“互换性”生产,即按分工协作的原则组织生产。这样就导致标定量规和极限量规的产生,应用标定量规,使互相配合的散件可以分开单独制造,而装配时又可保证配合要求,也就是散件具有一定的互换性。极限量规的出现,使散件不必按一个确定的尺寸制造,而可以改用由两个极限尺寸构成的范围即按“公差”制造。通过下列图样上的尺寸标注方法的变化,可以看出极限与配合制发展演变的情况:只标一个基本尺寸(例:Φ10mm)——注明配合的间隙或过盈(例:Φ10mm,间隙0.05mm)——分别注孔与轴的尺寸(例:孔径Φ10mm,轴径Φ9.95mm,用标定量规检验)——注明间隙或过盈范围(例:间隙0.015mm到0.08mm)——分别标注孔与轴的极限尺寸(例:孔|10.003/10.0|mm,轴|9.985/9.95|mm,用极限量规检验)——标注极限偏差(例:孔Φ10mm,轴Φ10)。2.初期的极限与配合制最早的极限与配合制标准是1902年在英国出现的纽瓦尔(Newall)标准。而极限与配合制标准作为国家标准,最早的是英国标准B.S.27,发表于1906年。早期的极限与配合制基本结构都比较简单,它只有基孔制,配合数较少,主要特点是用一个代号或名称表示一对极限偏差,或者说公差带大小与位置是联在一起的,同时用一个代号或名称表示。所以,初期的极限与配合制都叫极限制。我们可以用下图表示其基本结构:3.旧的极限与配合制在极限与配合制的发展历史上,德国标准(DIN)中的老极限与配合制占有重要位置,它在总结和继承英、美初期极限与配合制的基础上有较大的发展。其有以下特点:同时规定了基孔制与基轴制,但优先采用基孔制。明确提出公差单位的概念,将精度等级与配合代号区分开来,分四个精度等级,各级规定若干配合。规定了标准基准温度为20℃(68℉)。原苏联旧极限与配合制(OCT、ГOCT)、日本旧极限与配合制标准(JES)都是参考DIN极限与配合制标准而制定的。我国旧的国家标准《公差与配合》(GB159~174-59)是参考原苏联旧极限与配合制制定的。这些旧的极限与配合制的基本结构可用下图表示:4.国际极限与配合制现在我们使用的极限与配合制是由国际标准化协会ISA(1926年4...