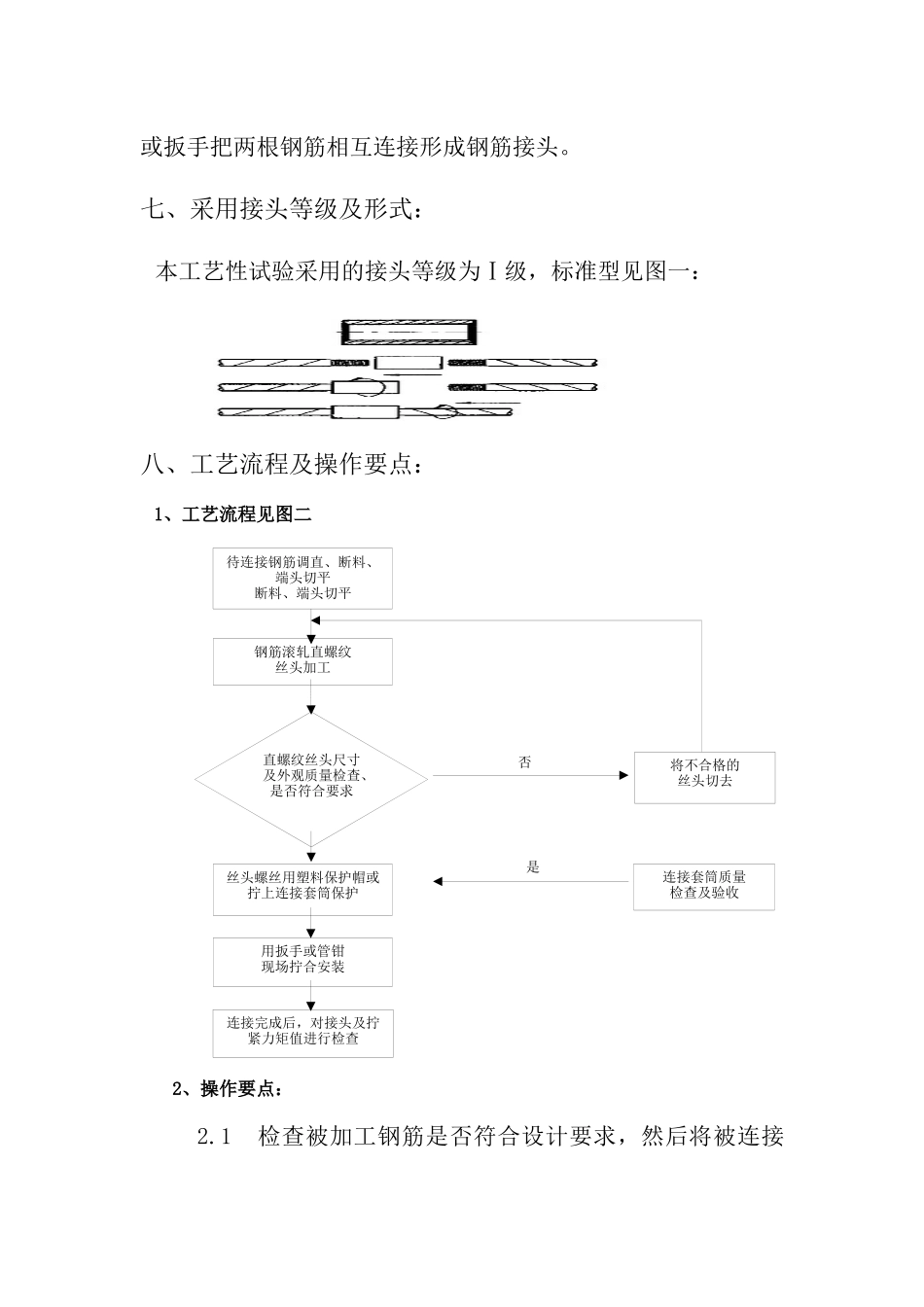
滚轧直螺纹钢筋机械连接工艺性试验方案一、工程概况:本标段施工包含渠道(桩号:131+751~138+551)混凝土衬砌、排水设施等土建施工;1座河渠交叉建筑物(东赵河倒虹吸);1座左岸排水建筑物(熊庄河倒虹吸);半坡店分水口门1座控制性建筑物;鸭东三分干倒虹吸等2座渠渠交叉建筑物;安庄南2座跨公路桥等5座公路桥和小吴庄生产桥等1座,混凝土工程量约11.35万m3,钢筋约7074t。二、试验目的:通过滚轧直螺纹工艺性试验确定各项参数,确保现场钢筋机械连接的质量。三、编制的依据:(1)、《公路桥涵施工技术规范》(JTJ041-2000);(2)、《钢筋机械连接通用技术规程》JGJ107-2010;(3)、《滚轧直螺纹钢筋连接接头》JG163-2004;(4)、招投标文件。四、施工准备:1、机械设备机械连接主要设备是HGS-40B型直螺纹滚丝机。其各种参数见表一:产品型号电源电压(V)主电机功率(KW)主轴转速r/min最大加工长度(mm)重量(kg)电机频率(HZ)HGS-40B380440~628050502、人员配置机械连接人员配置:焊工1名、试验人员1名、试验协作工1名、安全员1名、电工1名、钢筋加工2名。3、材料3.1钢筋:用于接头连接的钢筋应符合《钢筋混凝土用热轧带肋钢筋》GB1499.2-2007的有关规定。3.2连接套筒材料宜选用45号优质碳素结构钢或其他经型式检验确认符合要求的钢材,其材质应符合有关钢材的现行国家标准及《钢筋机械连接通用技术规程》JGJ107-2003的有关规定。3.3材料均应有产品合格证,性能检测报告等,并按规定做相关的进场检验。五、适用范围:本工艺性适用于施工中采用HRB335,HRB400,RRB400级Φ16~Φ40的钢筋作为受力钢筋的滚轧直螺纹连接。六、工艺原理:钢筋滚轧直螺纹连接工艺的基本原理是将两根需连接的钢筋端部经滚轧工艺加工成直螺纹,然后通过相应的连接套筒用管钳或扳手把两根钢筋相互连接形成钢筋接头。七、采用接头等级及形式:本工艺性试验采用的接头等级为Ⅰ级,标准型见图一:八、工艺流程及操作要点:1、工艺流程见图二2、操作要点:2.1检查被加工钢筋是否符合设计要求,然后将被连接是钢筋滚轧直螺纹丝头加工直螺纹丝头尺寸及外观质量检查、是否符合要求将不合格的丝头切去连接套筒质量检查及验收连接完成后,对接头及拧紧力矩值进行检查用扳手或管钳现场拧合安装丝头螺丝用塑料保护帽或拧上连接套筒保护待连接钢筋调直、断料、端头切平断料、端头切平否钢筋用砂轮片切割机切断,使钢筋端面平整并与钢筋轴线垂直。2.2钢筋直螺纹滚轧设备经调试运转正常后,方可加工直螺纹丝头。钢筋滚轧直螺纹丝头加工有3种工艺方法:压圆滚轧工艺,剥肋滚轧工艺和直接滚轧工艺,本次工艺性试验主要采用剥肋滚扎工艺。3、操作过程:3.1接通电源,打开冷却水阀门,按下正转启动按钮,即可转动进结手柄,向工件方向进给实现切割,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚扎螺纹,当螺丝轮与钢筋接触时一定要用可实现自动进给,直到整个滚扎过程完成后自动停车,待时间继电器延时3-5秒后即可实现自动退刀。3.2当自动退刀结束后,顺时针转动进给手柄,将滚扎头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。3.3滚扎反丝时,先将滚扎头中的滚丝轮及垫圈任意两个换位置,再将行程开关前压块取下,然后再将配电箱里面的小组合开关扳倒“反丝”即可。3.4滚扎反丝时,按下正转启动按钮,转动进给手柄向工作方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,停止进给,此时按下停滚扎反扣螺纹,当滚丝轮与钢筋接触时,一定要用力,并使手柄进给,即可滚扎反扣螺纹,当滚丝轮与钢筋接触时,一定要用力,并使主轴转一周,轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直至整个滚扎过程完成后自动停车。按下正转启动按钮,即可实现自动退刀。九、质量控制1连接套筒进场应具备产品合格证和套筒原材料质量证明文件,螺纹牙型应饱满,套筒表面不得有裂纹,表面及内螺纹不得有严重的锈蚀及其他肉眼可见的缺陷。2连接套筒内螺纹的设计牙型,螺距及长度宜按照机械工业国家及行业标准有关规定执行。标准型连接套筒基本参数见表二:表二标...