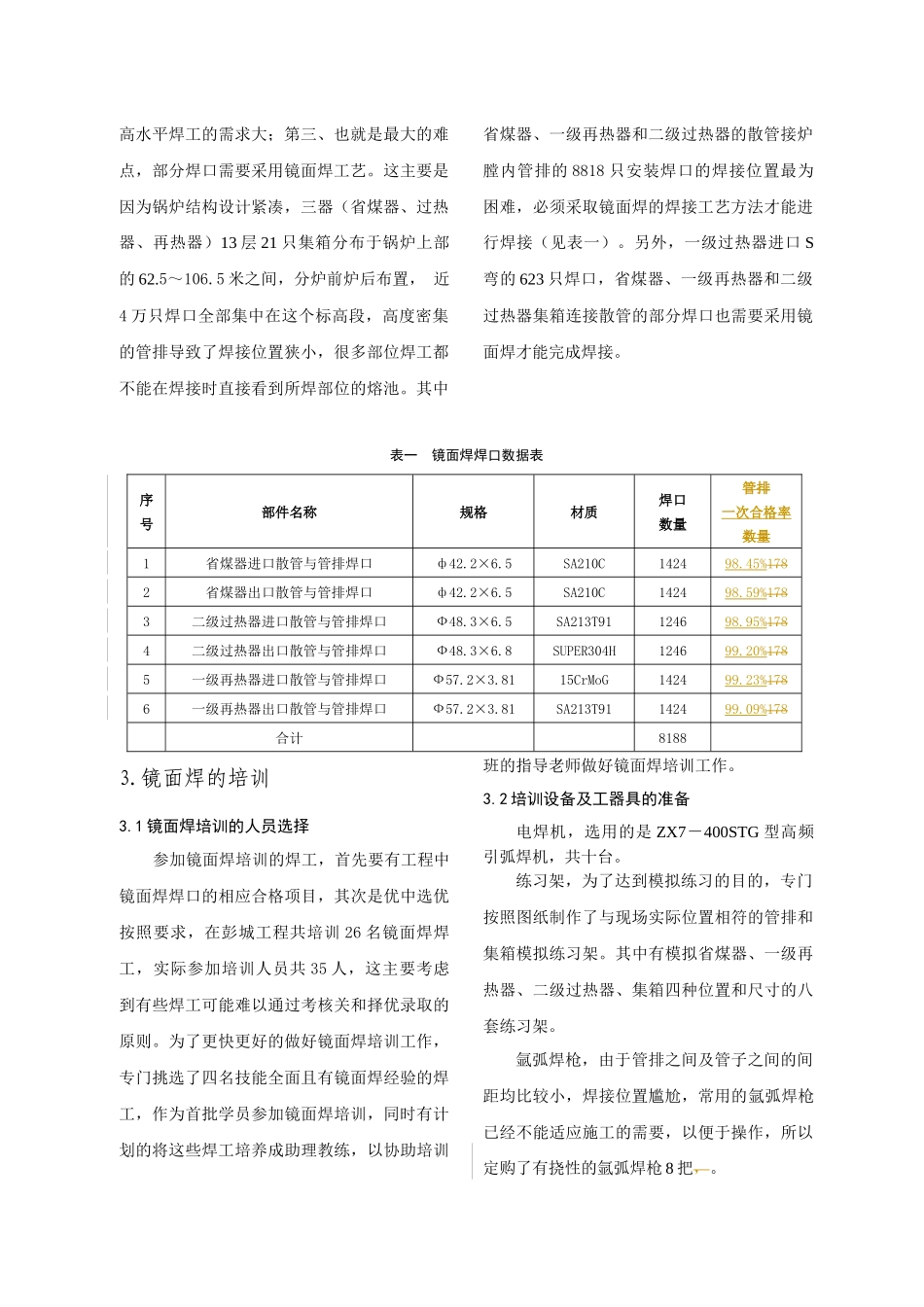
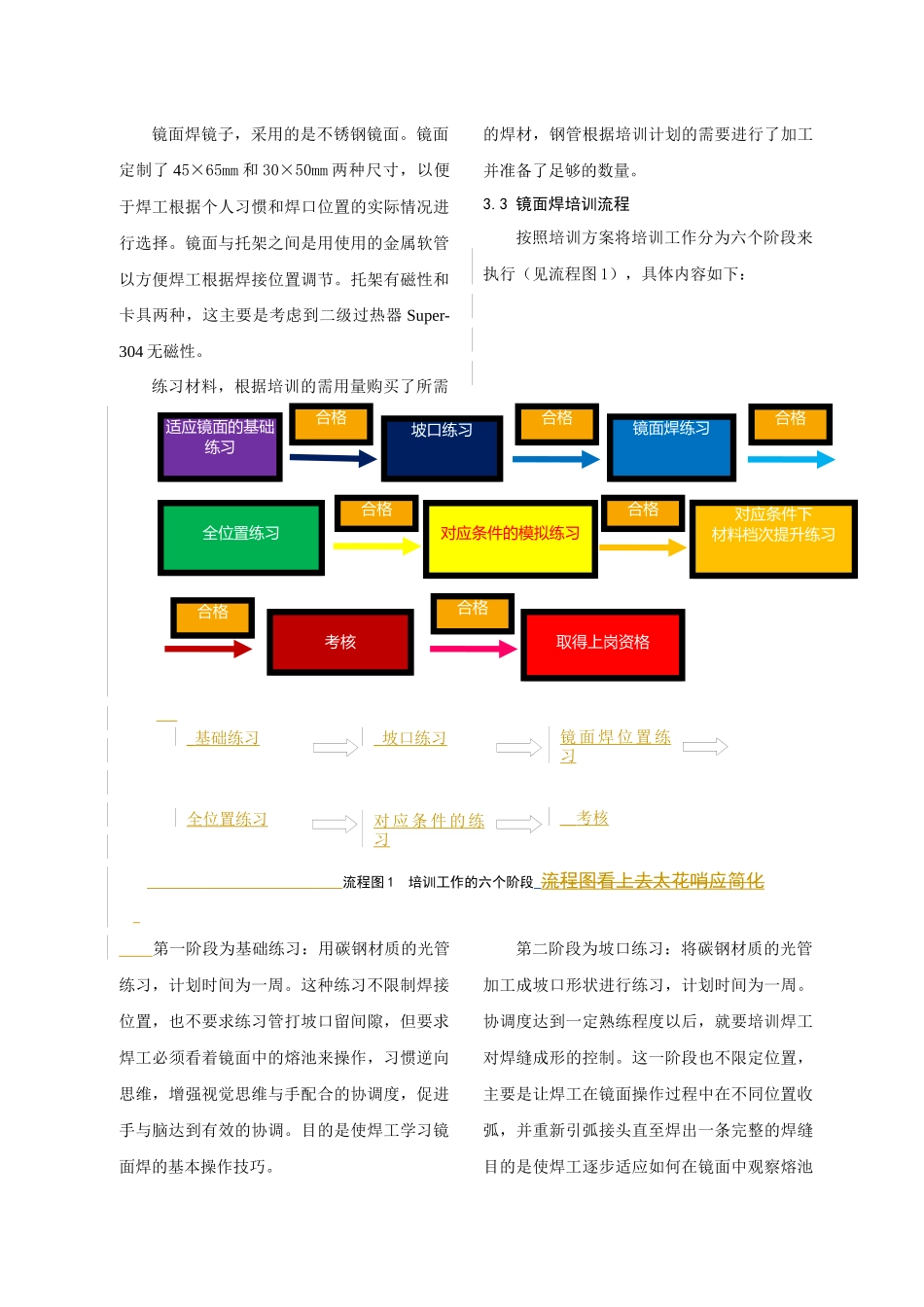
镜面焊工艺的培训与实践运用霍正荣(江苏省电力建设第一工程公司江苏省南京市210001)摘要:通过对镜面焊工艺相关资料的研究,结合我公司焊工技能特点,在彭城塔式锅炉安装现场进行了针对性的镜面焊工艺的培训,在2008年3月至11月的十个月期间,以半脱产的形式按照要求培训合格了26名焊工,并在工程施工中进行实践运用,使其真正掌握了这种特殊焊接技巧,确保了工程质量,有效地推动了工程施工进度。本文主要介绍了镜面焊培训过程的控制,并说明了将基础练习、坡口练习、镜面焊位置练习、全位置练习、对应条件练习、考核这六个阶段是如何遵循由易至难原则进行合理分解操作的要领。在实践运用中,着重说明了如何把省煤器设定为适应性项目,及怎样给镜面焊项目按难度分级,以便于更合理的根据焊工技能进行工作安排,有效地控制焊接质量,最终达到培训、实践、高合格率的目的。本篇论文内容我觉得很好,但摘要没有精炼地反映出内容。摘要中应简要突出镜面焊工艺培训六个阶段的循序渐进性和实践运用中的项目由易至难及要点的把握,最终达到的效果。关键词:镜面焊;现场培训;实践运用;合格率质量。1.前言镜面焊就是在眼睛无法直接观察到的焊缝位置附近放置一面镜子,利用镜子的反射成像原理,通过观察镜内的熔池来进行焊接的一种焊接方法。虽然早在上海外高桥塔式锅炉和浙江宁海工程都已经采用了镜面焊工艺这种焊接方法,但华润彭城的塔式锅炉还是我公司首次安装的牵涉大量镜面焊的工程,所以在镜面焊焊接方面基本还属于盲区,为此我们专门收集了相关培训资料,并派人到浙江火电公司学习相关经验。镜面焊就是在眼睛无法直接观察到的焊缝位置附近放置一面镜子,利用镜子的反射成像原理,通过观察镜内的熔池来进行焊接的一种焊接方法。在以往的工程中,也有过特别困难的位置利用镜子焊接的情况,但那毕竟是用于数量极少的焊口上,仅仅只能算作是凑合式的一种方法,并没能真正掌握其焊接技巧。在彭城工程塔式锅炉上有近万只的焊口都需要镜面焊,那么培训出我公司自己的镜面焊焊工是势在必行,不然根本就无法进行塔式锅炉三器的安装焊接工作。2.概述彭城电厂三期扩建工程2×1000MW超超临界燃煤机组的锅炉为我公司首次安装的塔式炉型,从焊接角度来说,塔式锅炉主要有三个难点。第一,材料档次高,锅炉受热面大量使用了T23和T91以上的高合金钢材料,其中T23焊口14248只,T91焊口7784只,T92焊口5796只,SUPER-304及HR3C焊口6526只焊口;第二,三器安装焊口几乎为同步施工,高水平焊工的需求大;第三、也就是最大的难点,部分焊口需要采用镜面焊工艺。这主要是因为锅炉结构设计紧凑,三器(省煤器、过热器、再热器)13层21只集箱分布于锅炉上部的62.5~106.5米之间,分炉前炉后布置,近4万只焊口全部集中在这个标高段,高度密集的管排导致了焊接位置狭小,很多部位焊工都不能在焊接时直接看到所焊部位的熔池。其中省煤器、一级再热器和二级过热器的散管接炉膛内管排的8818只安装焊口的焊接位置最为困难,必须采取镜面焊的焊接工艺方法才能进行焊接(见表一)。另外,一级过热器进口S弯的623只焊口,省煤器、一级再热器和二级过热器集箱连接散管的部分焊口也需要采用镜面焊才能完成焊接。表一镜面焊焊口数据表序号部件名称规格材质焊口数量管排一次合格率数量1省煤器进口散管与管排焊口ф42.2×6.5SA210C142498.45%1782省煤器出口散管与管排焊口ф42.2×6.5SA210C142498.59%1783二级过热器进口散管与管排焊口Ф48.3×6.5SA213T91124698.95%1784二级过热器出口散管与管排焊口Ф48.3×6.8SUPER304H124699.20%1785一级再热器进口散管与管排焊口Ф57.2×3.8115CrMoG142499.23%1786一级再热器出口散管与管排焊口Ф57.2×3.81SA213T91142499.09%178合计81883.镜面焊的培训3.1镜面焊培训的人员选择参加镜面焊培训的焊工,首先要有工程中镜面焊焊口的相应合格项目,其次是优中选优按照要求,在彭城工程共培训26名镜面焊焊工,实际参加培训人员共35人,这主要考虑到有些焊工可能难以通过考核关和择优录取的原则。为了更快更好的做好镜面焊培训工作,专门挑选了四名技能全面且有镜面焊经验的焊工,作为...