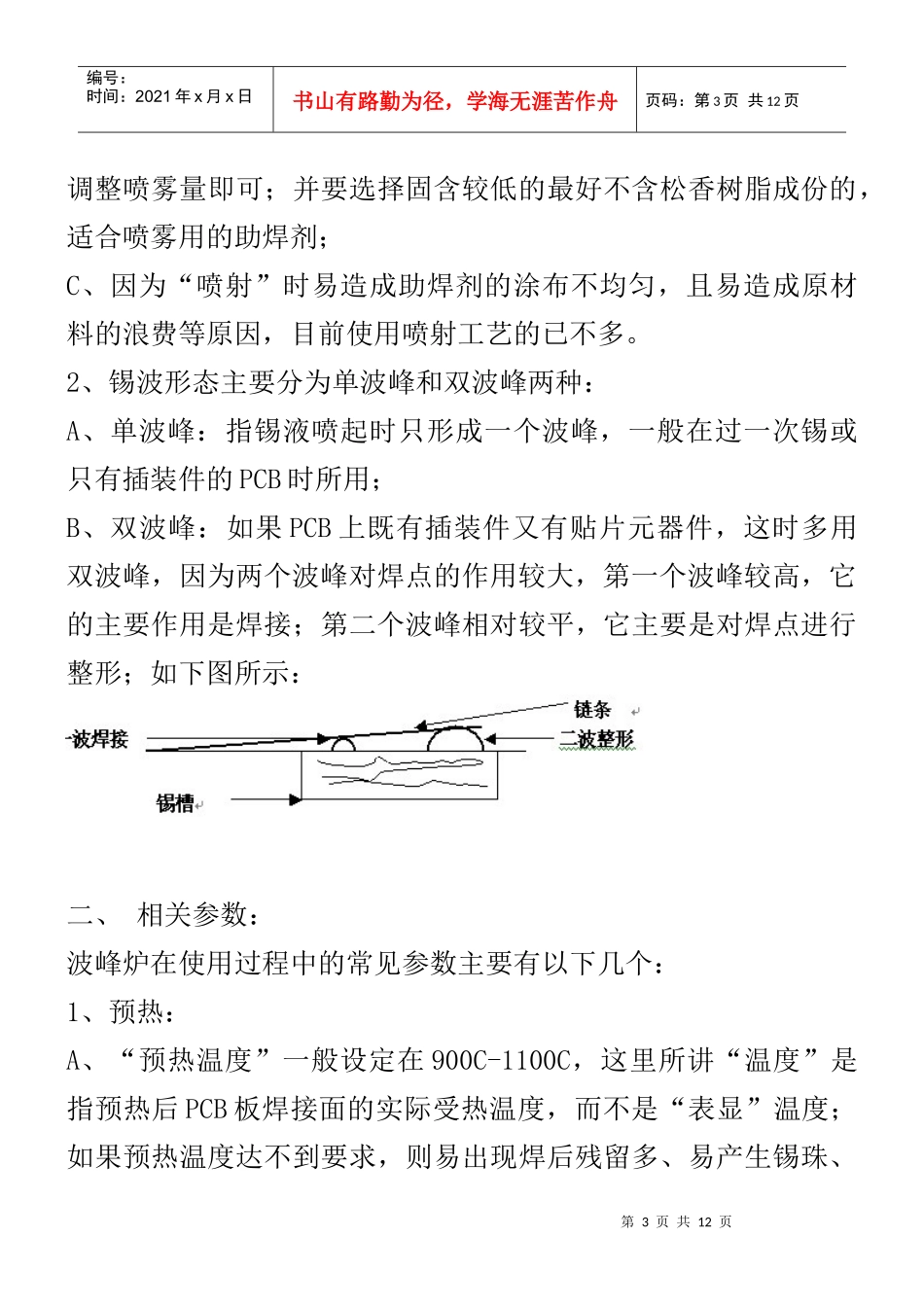
第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页共12页波峰焊使用方法掌握过程:1.将波峰通道从锡炉中卸下。2.将锡炉温度设置成280~300℃,升温,同时去除锡面浮渣。3.当温度达到设置温度时,关闭加热器电源,自然降温。4.自然降温至195℃左右时,开始打捞铜锡合金结晶体。5.低于190℃时,停止打捞(需要时,重复2、3、4项)。注意事项:1.280~300℃降至195℃的时间约1.5小时(因锡炉容量而异)。2.约220℃时,可观察到锡面点、絮状的晶核产生。随温度的进一步降低,晶核不断聚集增大,逐步形成松针状的CUSN结晶体。3.195~190℃的时间约20分钟(因锡炉容量而异),打捞期间要快速有序。4.打捞时漏勺要逐片捞取,切勿搅拌(结晶体受震动极易解体)。5.打捞时漏勺提出锡面时要轻缓,要让熔融焊料尽量返回炉内。6.CUSN结晶体性硬、易脆断,小心扎手!化学分析结果:两份取样(脆性体),铜含量分别为17WT%和22WT%。补充说明:1.铜含量较CU6SN5低,是由于样品中的焊料无法分离的结果。第2页共12页第1页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第2页共12页2.锡炉铜含量达0.25WT%时,凝固后的洁净锡面就可以观察到CU6SN5的结晶体(位置一般靠近结构件)。铜含量达0.3WT%以上,每星期除一次(这时通道可不撤除,但需要把峰口撤掉,让锡面扩大,便于打捞),每次约5~10GK。有铅焊料的铜含量已达0.25%是SMD焊接的一个界线,超过就容易发生桥接等焊接缺陷...。捞前要将锡渣先清除干净了再降温...,然后在190C时打捞...,其他的仔细看一楼的步骤啊...。波峰炉的工艺参数及常见问题的探讨一、工艺方面:工艺方面主要从助焊剂在波峰炉中的使用方式,以及波峰炉的锡波形态这两个方面作探讨;1、在波峰炉中助焊剂的使用工艺一般来讲有以下几种:发泡、喷雾、喷射等;A、当使用“发泡”工艺时,应该注意的是助焊剂中稀释剂添加的问题,因为助焊剂在使用过程中容易挥发,易造成助焊剂浓度的升高,如果不能及时添加适量的稀释剂,将会影响焊接效果及PCB板面光洁程度;B、如果使用“喷雾”工艺,则不需添加或添加很少量的稀释剂,因为密封的喷雾罐能够有效地防止助焊剂的挥发,只需根据需要第3页共12页第2页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第3页共12页调整喷雾量即可;并要选择固含较低的最好不含松香树脂成份的,适合喷雾用的助焊剂;C、因为“喷射”时易造成助焊剂的涂布不均匀,且易造成原材料的浪费等原因,目前使用喷射工艺的已不多。2、锡波形态主要分为单波峰和双波峰两种:A、单波峰:指锡液喷起时只形成一个波峰,一般在过一次锡或只有插装件的PCB时所用;B、双波峰:如果PCB上既有插装件又有贴片元器件,这时多用双波峰,因为两个波峰对焊点的作用较大,第一个波峰较高,它的主要作用是焊接;第二个波峰相对较平,它主要是对焊点进行整形;如下图所示:二、相关参数:波峰炉在使用过程中的常见参数主要有以下几个:1、预热:A、“预热温度”一般设定在900C-1100C,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则易出现焊后残留多、易产生锡珠、第4页共12页第3页共12页编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第4页共12页拉锡尖等现象;B、影响预热温度的有以下几个因素,即:PCB板的厚度、走板速度、预热区长度等;B1、PCB的厚度,关系到PCB受热时吸热及热传导的这样一系列的问题,如果PCB较薄时,则容易受热并使PCB“零件面”较快升温,如果有不耐热冲击的部件,则应适当调低预热温度;如果PCB较厚,“焊接面”吸热后,并不会迅速传导给“零件面”,此类板能经过较高预热温度;(关于零件面和焊接面的定义请参考以下示意图)B2、走板速度:一般情况下,我们建议客户把走板速度定在1.1-1.2米/分钟这样一个速度,但这不是绝对值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高;B3、预热区长度:预...