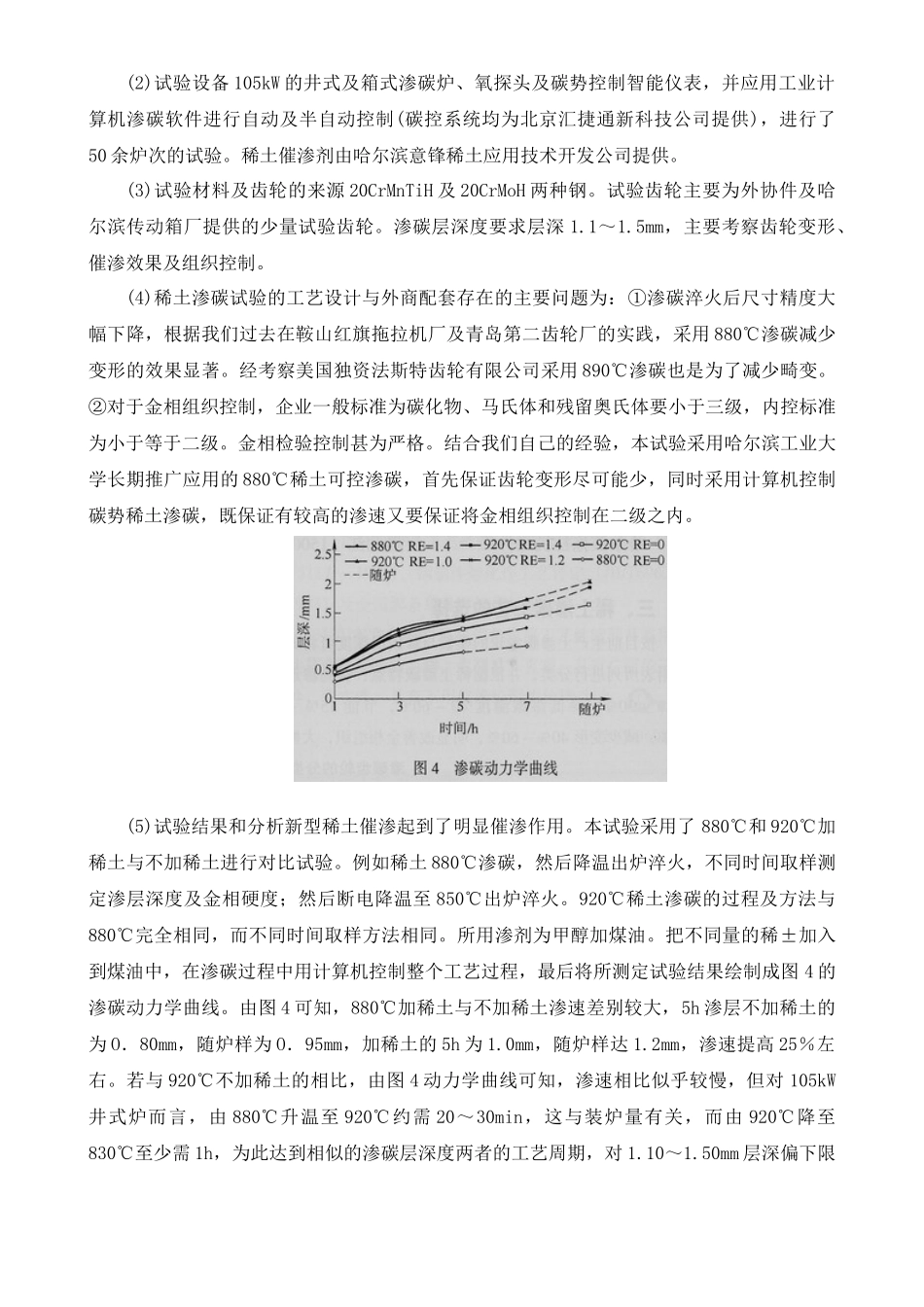
采用稀土共渗技术解决汽车齿轮渗碳存在的问题(下)稀土渗碳工艺的选择按目前生产上渗碳齿轮的模数与渗碳层深度可将其按附表所列进行分类,并根据稀土渗碳特点:提高渗速15%~30%,降低渗碳温度40~60℃,节能15%~40%,减少变形40%~60%,明显改善金相组织,大幅提高工件使用性能等,与齿轮的模数及工作条件相结合,进行统一整合,分别采用不同工艺方法进行稀土渗碳,以最终综合技术经济指标及有针对性地解决生产问题作为衡量标准,作为选择稀土渗碳工艺的依据,以获取最大技术经济效果。按表中的推荐,结合当前汽车齿轮生产中长期存在的难题,重点推荐及解决汽车变速箱齿轮及载重汽车后桥螺旋盘齿轮传动的有关稀土渗碳的相关问题。1.汽车变速箱齿轮传动副稀土可控渗碳试验(1)试验目的为达到与外资和中外合资汽车制造企业出口汽车变速箱配套所需齿轮的技术标准而进行试验,试图找到解决技术难题的方法与途径。(2)试验设备105kW的井式及箱式渗碳炉、氧探头及碳势控制智能仪表,并应用工业计算机渗碳软件进行自动及半自动控制(碳控系统均为北京汇捷通新科技公司提供),进行了50余炉次的试验。稀土催渗剂由哈尔滨意锋稀土应用技术开发公司提供。(3)试验材料及齿轮的来源20CrMnTiH及20CrMoH两种钢。试验齿轮主要为外协件及哈尔滨传动箱厂提供的少量试验齿轮。渗碳层深度要求层深1.1~1.5mm,主要考察齿轮变形、催渗效果及组织控制。(4)稀土渗碳试验的工艺设计与外商配套存在的主要问题为:①渗碳淬火后尺寸精度大幅下降,根据我们过去在鞍山红旗拖拉机厂及青岛第二齿轮厂的实践,采用880℃渗碳减少变形的效果显著。经考察美国独资法斯特齿轮有限公司采用890℃渗碳也是为了减少畸变。②对于金相组织控制,企业一般标准为碳化物、马氏体和残留奥氏体要小于三级,内控标准为小于等于二级。金相检验控制甚为严格。结合我们自己的经验,本试验采用哈尔滨工业大学长期推广应用的880℃稀土可控渗碳,首先保证齿轮变形尽可能少,同时采用计算机控制碳势稀土渗碳,既保证有较高的渗速又要保证将金相组织控制在二级之内。(5)试验结果和分析新型稀土催渗起到了明显催渗作用。本试验采用了880℃和920℃加稀土与不加稀土进行对比试验。例如稀土880℃渗碳,然后降温出炉淬火,不同时间取样测定渗层深度及金相硬度;然后断电降温至850℃出炉淬火。920℃稀土渗碳的过程及方法与880℃完全相同,而不同时间取样方法相同。所用渗剂为甲醇加煤油。把不同量的稀±加入到煤油中,在渗碳过程中用计算机控制整个工艺过程,最后将所测定试验结果绘制成图4的渗碳动力学曲线。由图4可知,880℃加稀土与不加稀土渗速差别较大,5h渗层不加稀土的为O.80mm,随炉样为O.95mm,加稀土的5h为1.0mm,随炉样达1.2mm,渗速提高25%左右。若与920℃不加稀土的相比,由图4动力学曲线可知,渗速相比似乎较慢,但对105kW井式炉而言,由880℃升温至920℃约需20~30min,这与装炉量有关,而由920℃降至830℃至少需1h,为此达到相似的渗碳层深度两者的工艺周期,对1.10~1.50mm层深偏下限时880℃所用工艺周期时间反而更短,偏中限时两者基本相同,节电可达20%至25%,而变形则大幅下降。对于920℃加稀土与不加稀土相比较而言,不加稀土7h层深为1.4mm,加稀土者达1.7mm,两者相比提高渗速约21%。对于齿轮变形问题,过去我们在鞍山拖拉机厂曾对其120马力推土机变速箱M7圆柱齿轮的变形进行过研究,渗碳温度分别采用原工艺920℃,稀土渗碳温度880℃及860℃,每组5个齿轮,渗碳先后对不同部位进行了测量,然后取平均值考察齿轮尺寸变化波动情况,主要测量花键孔变形与公法线变形,渗碳淬火前后不同部位尺寸波动变化如图5所示。其中的内孔均长大,差值用+△M,μ来表示;而公法线均缩小差值用-△L来表示,由图5中可见尺寸变化的绝对值∣△M∣与∣△L∣对应于880℃及860℃两组尺寸变化基本相同,与原工艺920℃相比,均减少了约50%,效果十分明显。本次试验也利用哈尔滨传动箱厂提供的条件对轴齿的变形进行了测定,轴径约如60mm,长约360mm,一端带花键,一端带锥齿,原工艺920℃渗碳后变形较大,大多数均超差需要校直。变形主...