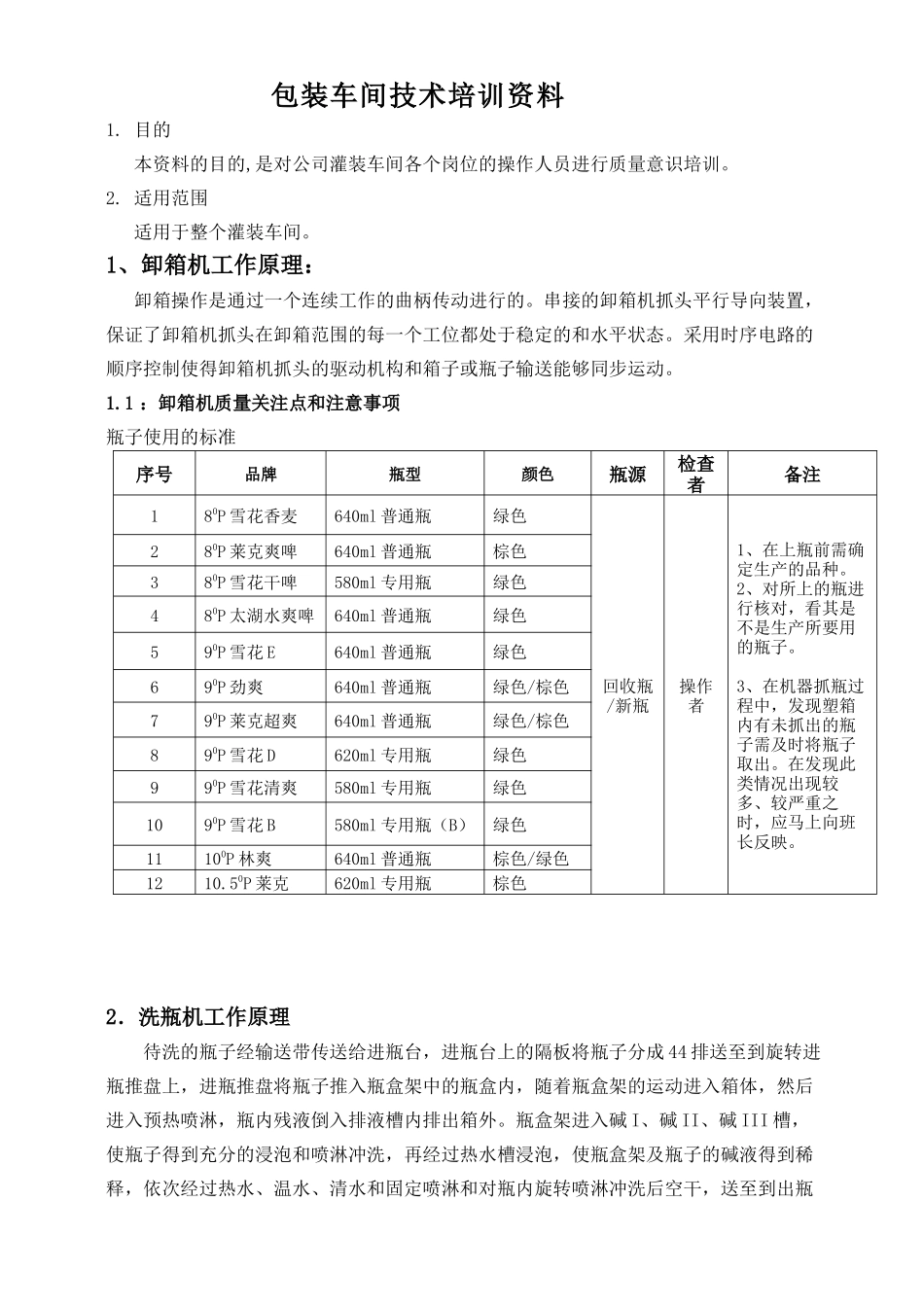
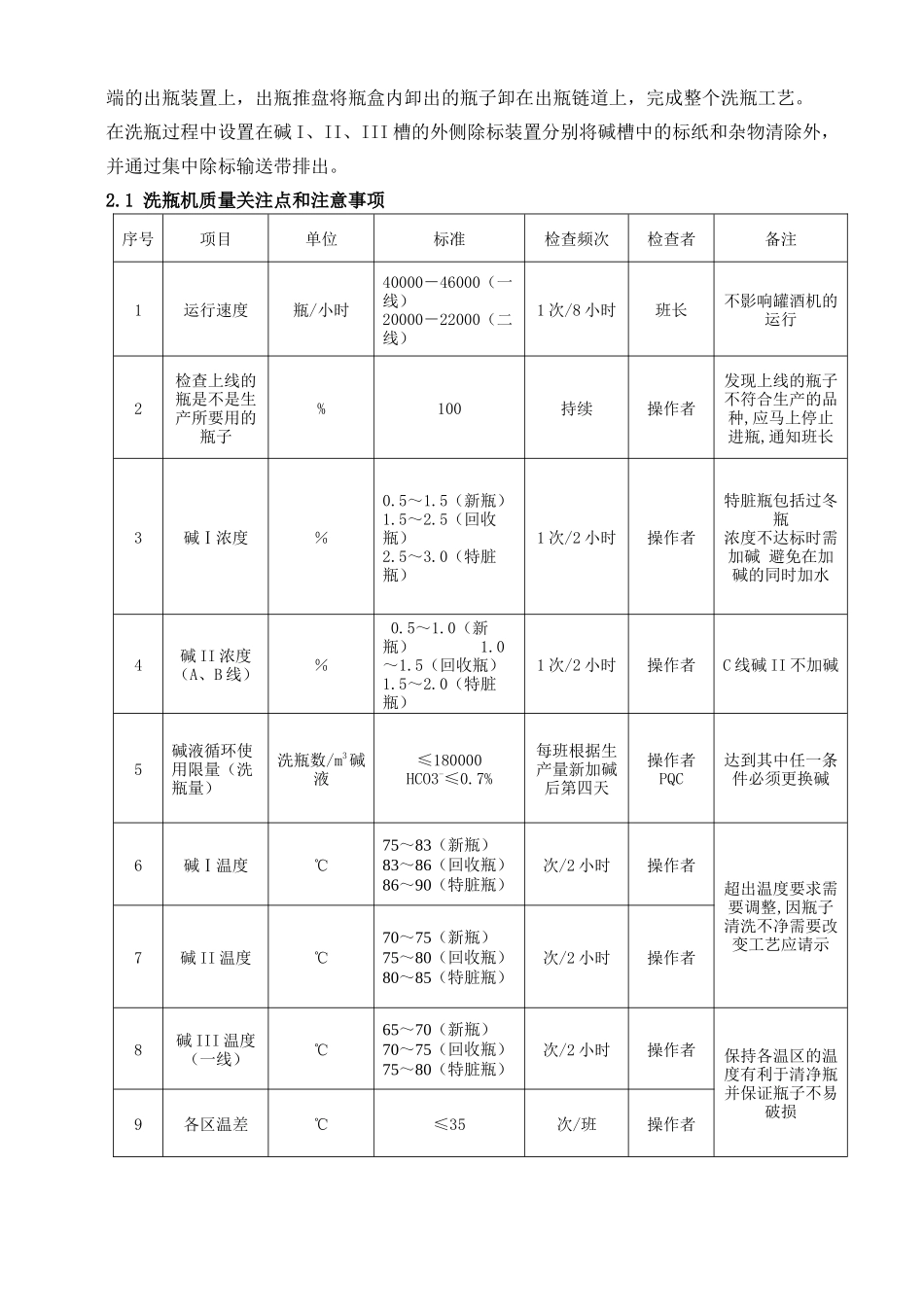
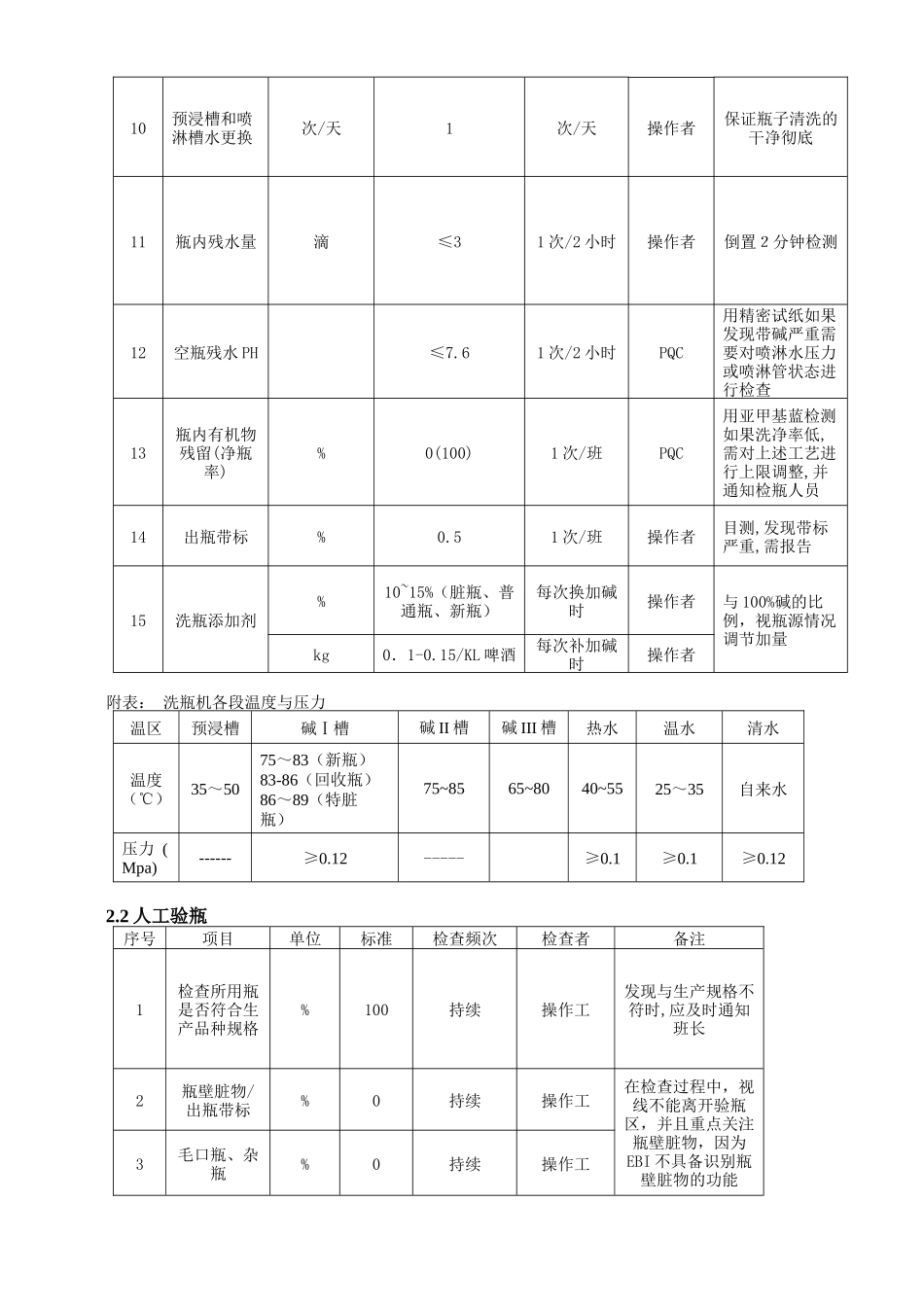
包装车间技术培训资料1.目的本资料的目的,是对公司灌装车间各个岗位的操作人员进行质量意识培训。2.适用范围适用于整个灌装车间。1、卸箱机工作原理:卸箱操作是通过一个连续工作的曲柄传动进行的。串接的卸箱机抓头平行导向装置,保证了卸箱机抓头在卸箱范围的每一个工位都处于稳定的和水平状态。采用时序电路的顺序控制使得卸箱机抓头的驱动机构和箱子或瓶子输送能够同步运动。1.1:卸箱机质量关注点和注意事项瓶子使用的标准序号品牌瓶型颜色瓶源检查者备注180P雪花香麦640ml普通瓶绿色回收瓶/新瓶操作者1、在上瓶前需确定生产的品种。2、对所上的瓶进行核对,看其是不是生产所要用的瓶子。3、在机器抓瓶过程中,发现塑箱内有未抓出的瓶子需及时将瓶子取出。在发现此类情况出现较多、较严重之时,应马上向班长反映。280P莱克爽啤640ml普通瓶棕色380P雪花干啤580ml专用瓶绿色480P太湖水爽啤640ml普通瓶绿色590P雪花E640ml普通瓶绿色690P劲爽640ml普通瓶绿色/棕色790P莱克超爽640ml普通瓶绿色/棕色890P雪花D620ml专用瓶绿色990P雪花清爽580ml专用瓶绿色1090P雪花B580ml专用瓶(B)绿色11100P林爽640ml普通瓶棕色/绿色1210.50P莱克620ml专用瓶棕色2.洗瓶机工作原理待洗的瓶子经输送带传送给进瓶台,进瓶台上的隔板将瓶子分成44排送至到旋转进瓶推盘上,进瓶推盘将瓶子推入瓶盒架中的瓶盒内,随着瓶盒架的运动进入箱体,然后进入预热喷淋,瓶内残液倒入排液槽内排出箱外。瓶盒架进入碱I、碱II、碱III槽,使瓶子得到充分的浸泡和喷淋冲洗,再经过热水槽浸泡,使瓶盒架及瓶子的碱液得到稀释,依次经过热水、温水、清水和固定喷淋和对瓶内旋转喷淋冲洗后空干,送至到出瓶端的出瓶装置上,出瓶推盘将瓶盒内卸出的瓶子卸在出瓶链道上,完成整个洗瓶工艺。在洗瓶过程中设置在碱I、II、III槽的外侧除标装置分别将碱槽中的标纸和杂物清除外,并通过集中除标输送带排出。2.1洗瓶机质量关注点和注意事项序号项目单位标准检查频次检查者备注1运行速度瓶/小时40000-46000(一线)20000-22000(二线)1次/8小时班长不影响罐酒机的运行2检查上线的瓶是不是生产所要用的瓶子%100持续操作者发现上线的瓶子不符合生产的品种,应马上停止进瓶,通知班长3碱Ⅰ浓度%0.5~1.5(新瓶)1.5~2.5(回收瓶)2.5~3.0(特脏瓶)1次/2小时操作者特脏瓶包括过冬瓶浓度不达标时需加碱避免在加碱的同时加水4碱II浓度(A、B线)%0.5~1.0(新瓶)1.0~1.5(回收瓶)1.5~2.0(特脏瓶)1次/2小时操作者C线碱II不加碱5碱液循环使用限量(洗瓶量)洗瓶数/m3碱液≤180000HCO3-≤0.7%每班根据生产量新加碱后第四天操作者PQC达到其中任一条件必须更换碱6碱Ⅰ温度℃75~83(新瓶)83~86(回收瓶)86~90(特脏瓶)次/2小时操作者超出温度要求需要调整,因瓶子清洗不净需要改变工艺应请示7碱II温度℃70~75(新瓶)75~80(回收瓶)80~85(特脏瓶)次/2小时操作者8碱III温度(一线)℃65~70(新瓶)70~75(回收瓶)75~80(特脏瓶)次/2小时操作者保持各温区的温度有利于清净瓶并保证瓶子不易破损9各区温差℃≤35次/班操作者10预浸槽和喷淋槽水更换次/天1次/天操作者保证瓶子清洗的干净彻底11瓶内残水量滴≤31次/2小时操作者倒置2分钟检测12空瓶残水PH≤7.61次/2小时PQC用精密试纸如果发现带碱严重需要对喷淋水压力或喷淋管状态进行检查13瓶内有机物残留(净瓶率)%0(100)1次/班PQC用亚甲基蓝检测如果洗净率低,需对上述工艺进行上限调整,并通知检瓶人员14出瓶带标%0.51次/班操作者目测,发现带标严重,需报告15洗瓶添加剂%10~15%(脏瓶、普通瓶、新瓶)每次换加碱时操作者与100%碱的比例,视瓶源情况调节加量kg0.1-0.15/KL啤酒每次补加碱时操作者附表:洗瓶机各段温度与压力温区预浸槽碱Ⅰ槽碱II槽碱III槽热水温水清水温度(℃)35~5075~83(新瓶)83-86(回收瓶)86~89(特脏瓶)75~8565~8040~5525~35自来水压力(Mpa)------≥0.12-----≥0.1≥0.1≥0.122.2人工验瓶序号项目单位标准检查频次检查者备注1检查所用瓶是否符合生产品种规格%100持续操作工发现与生产规格不符时,应及时通知班长2瓶壁脏物/出瓶带标%0持续操...