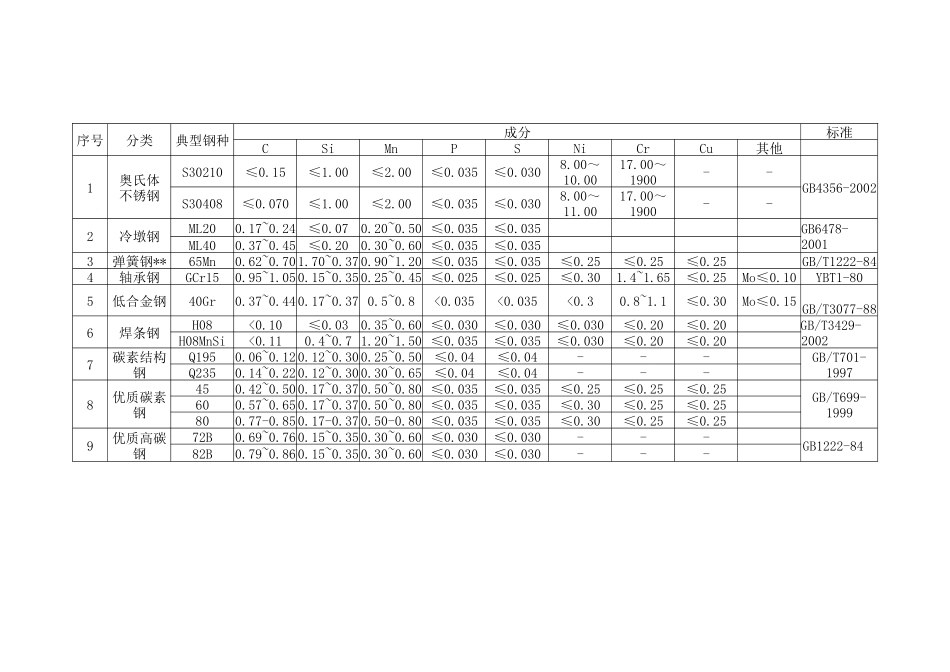
高线工艺技术操作规程修订版目录第一章概述…………………………………………………………………3第二章原料工段技术操作规程……………………………………………11第一节原料验收技术操作规程……………………………………………11第二节加热技术操作规程…………………………………………………12第三节汽化冷却技术操作规程……………………………………………16第三章轧钢工段技术操作规程……………………………………………20第一节轧制工艺参数………………………………………………………20第二节粗、中轧辅助设备性能参数………………………………………20第三节粗、中轧辅助设备操作规程………………………………………24第四节粗、中轧机性能参数………………………………………………25第五节粗、中轧机操作规程………………………………………………29第六节预精轧、精轧机性能参数…………………………………………31第七节预精轧、精轧机操作规程…………………………………………31第八节预精轧、精轧机辅助设备参数……………………………………33第九节预精轧、精轧机辅助设备操作规程………………………………34第十节主控台技术操作规程………………………………………………35第十一节控冷区操作规程……………………………………………………36第十二节液压换辊小车使用规程……………………………………………44第四章精整工段技术操作规程……………………………………………45第一节集卷站技术操作规…………………………………………………45第二节P/F钩式输送机技术操作规………………………………………49第三节盘卷修剪及取样操作规程…………………………………………50第四节打包机技术操作规程………………………………………………51第五节成品秤技术操作规程………………………………………………54第六节卸卷站技术操作规程………………………………………………55第七节成品入库堆放技术操作规程………………………………………55第八节成品发运技术操作规程……………………………………………56第九节成品装车工技术操作规程…………………………………………56第五章生产准备工段技术操作规程…………………………………………57第一节轧辊车床技术操作规程……………………………………………57第二节辊环磨床技术操作规程……………………………………………65第三节金钢石砂轮休整机技术操作规程..........................66第四节短应力轧机装配技术操作规程............................67第五节辊环装配技术操作规程..................................67第六节导卫装配技术操作规程..................................68第六章附图表………………………………………………………………69第一章概述一、坯料原料为合格连铸圆管坯。坯料规格坯料尺寸:Ф250×8000mmФ250×6530mm重量约3020kg、2500kg尺寸精度:截面直径允许偏差:±1.4%D最大不得超过±4.5mmD-公称直径mm椭圆度:不得大于2.5%DD-公称直径mm对于连铸压痕部位不得大于4.0%D长度公差:+0mm/+80mm弯曲度:<4mm/m总弯曲度不得大于0.4%DD-公称直径mm切斜度:不得大于4.0%D最大不得大于20mm表面质量执行荣钢关于连铸圆管坯的内控标准连铸坯化学成分化学成分符合中国国标(GB)和冶标(YB),其化学成分见下表。序号分类典型钢种成分标准CSiMnPSNiCrCu其他1奥氏体不锈钢S30210≤0.15≤1.00≤2.00≤0.035≤0.0308.00~10.0017.00~1900--GB4356-2002S30408≤0.070≤1.00≤2.00≤0.035≤0.0308.00~11.0017.00~1900--2冷墩钢ML200.17~0.24≤0.070.20~0.50≤0.035≤0.035GB6478-2001ML400.37~0.45≤0.200.30~0.60≤0.035≤0.0353弹簧钢**65Mn0.62~0.701.70~0.370.90~1.20≤0.035≤0.035≤0.25≤0.25≤0.25GB/T1222-844轴承钢GCr150.95~1.050.15~0.350.25~0.45≤0.025≤0.025≤0.301.4~1.65≤0.25Mo≤0.10YBT1-805低合金钢40Gr0.37~0.440.17~0.370.5~0.8<0.035<0.035<0.30.8~1.1≤0.30Mo≤0.15GB/T3077-886焊条钢H08<0.10≤0.030.35~0.60≤0.030≤0.030≤0.030≤0.20≤0.20GB/T...