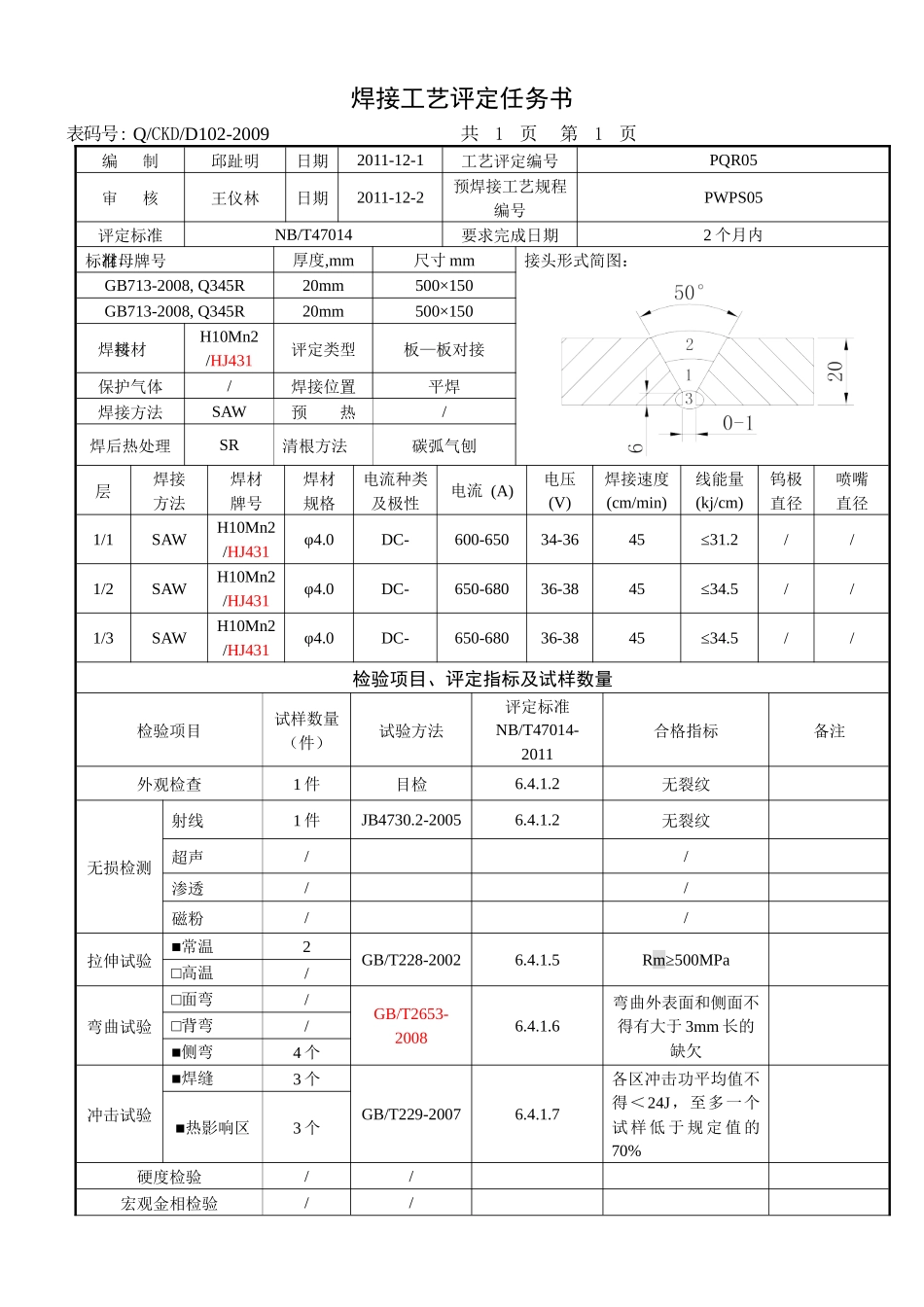
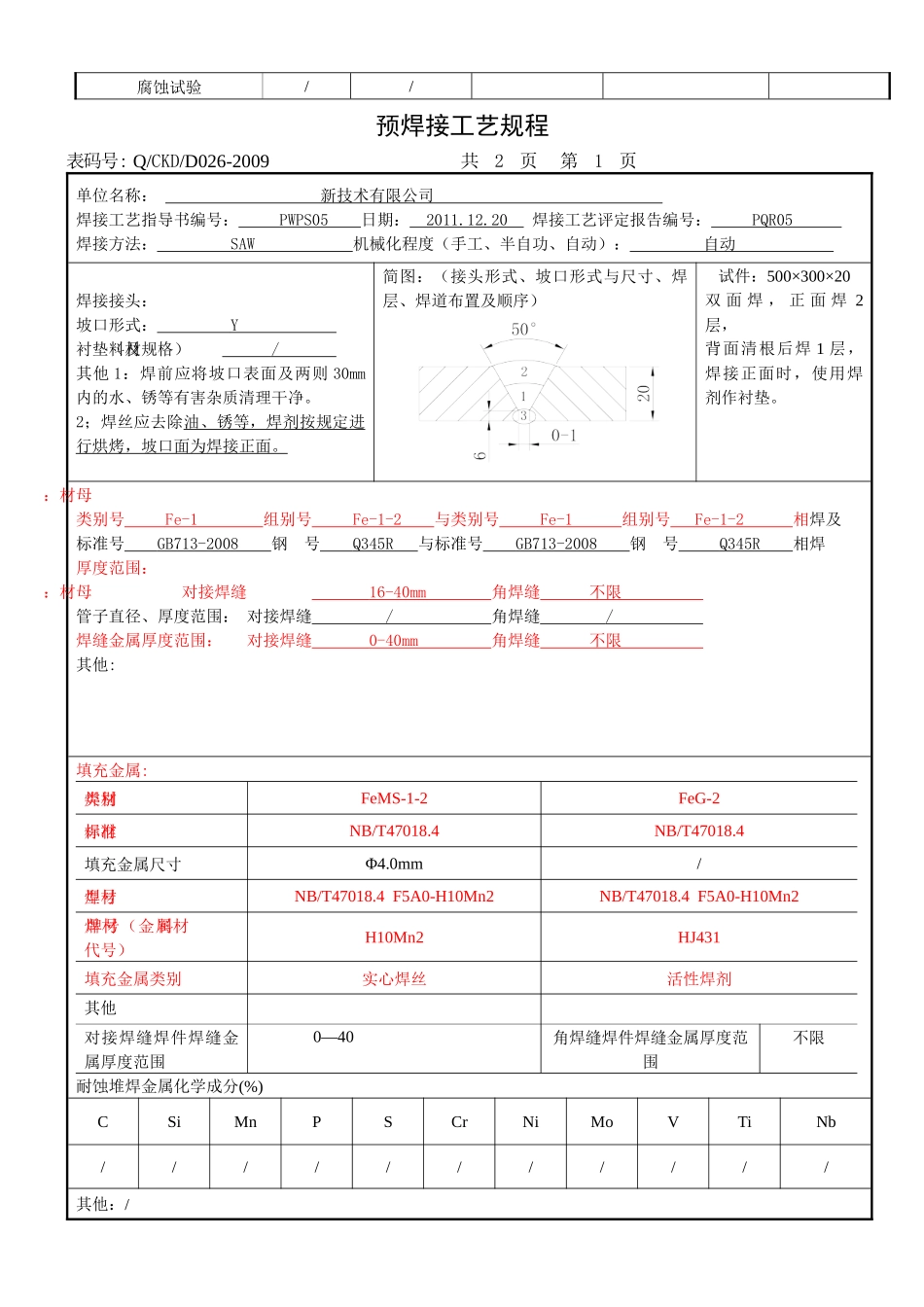
焊接工艺评定报告焊接工艺评定编号(PQR05)预焊接工艺规程编号(PWPS05)焊接方法SAW母材钢号Q345R类别、组别号Fe-1-、Fe-1-2焊接材料H10Mn2(FeMS-1-2)/HJ431(FeG-2)厚度20mm直径/适用厚度范围母材焊缝金属16~400~40评定标准NB/T47014-2011目次1.焊接工艺评定任务书……………………………………………………………………()2.预焊接工艺规程………………………………………………………………………()3.焊接工艺评定报告……………………………………………………………………()4.母材、焊材质证书抄件…………………………………………………………………()5.无损检测报告……………………………………………………………………………()6.焊后热处理报告…………………………………………………………………………()7.力学和弯曲性能试验报告……………………………………………………………()8.焊评施焊记录表…………………………………………………………………………()9.外观和无损检测记录表……………………………….………………………………...()10.力学性能检测记录表……………………………………………………………………()结论本评定按__NB/T47014-2011__标准规定,焊接试件,检验试样,测定性能,确认试验记录正确。评定结果:■合格□不合格编制审核批准监检员第三方用户焊接工艺评定任务书表码号:Q/CKD/D102-2009共1页第1页编制邱趾明日期2011-12-1工艺评定编号PQR05审核王仪林日期2011-12-2预焊接工艺规程编号PWPS05评定标准NB/T47014要求完成日期2个月内母材标准,牌号厚度,mm尺寸mm接头形式简图:GB713-2008,Q345R20mm500×150GB713-2008,Q345R20mm500×150焊接材料H10Mn2/HJ431评定类型板—板对接保护气体/焊接位置平焊焊接方法SAW预热/焊后热处理SR清根方法碳弧气刨层焊接方法焊材牌号焊材规格电流种类及极性电流(A)电压(V)焊接速度(cm/min)线能量(kj/cm)钨极直径喷嘴直径1/1SAWH10Mn2/HJ431φ4.0DC-600-65034-3645≤31.2//1/2SAWH10Mn2/HJ431φ4.0DC-650-68036-3845≤34.5//1/3SAWH10Mn2/HJ431φ4.0DC-650-68036-3845≤34.5//检验项目、评定指标及试样数量检验项目试样数量(件)试验方法评定标准NB/T47014-2011合格指标备注外观检查1件目检6.4.1.2无裂纹无损检测射线1件JB4730.2-20056.4.1.2无裂纹超声//渗透//磁粉//拉伸试验■常温2GB/T228-20026.4.1.5Rm≥500MPa□高温/弯曲试验□面弯/GB/T2653-20086.4.1.6弯曲外表面和侧面不得有大于3mm长的缺欠□背弯/■侧弯4个冲击试验■焊缝3个GB/T229-20076.4.1.7各区冲击功平均值不得<24J,至多一个试样低于规定值的70%■热影响区3个硬度检验//宏观金相检验//腐蚀试验//预焊接工艺规程表码号:Q/CKD/D026-2009共2页第1页单位名称:新技术有限公司焊接工艺指导书编号:PWPS05日期:2011.12.20焊接工艺评定报告编号:PQR05焊接方法:SAW机械化程度(手工、半自功、自动):自动焊接接头:坡口形式:Y衬垫(材料及规格)/其他1:焊前应将坡口表面及两则30mm内的水、锈等有害杂质清理干净。2;焊丝应去除油、锈等,焊剂按规定进行烘烤,坡口面为焊接正面。简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)试件:500×300×20双面焊,正面焊2层,背面清根后焊1层,焊接正面时,使用焊剂作衬垫。母材:类别号Fe-1组别号Fe-1-2与类别号Fe-1组别号Fe-1-2相焊及标准号GB713-2008钢号Q345R与标准号GB713-2008钢号Q345R相焊厚度范围:母材:对接焊缝16-40mm角焊缝不限管子直径、厚度范围:对接焊缝/角焊缝/焊缝金属厚度范围:对接焊缝0-40mm角焊缝不限其他:填充金属:焊材类别FeMS-1-2FeG-2焊材标准NB/T47018.4NB/T47018.4填充金属尺寸Φ4.0mm/焊材型号NB/T47018.4F5A0-H10Mn2NB/T47018.4F5A0-H10Mn2焊材牌号(金属材料代号)H10Mn2HJ431填充金属类别实心焊丝活性焊剂其他对接焊缝焊件焊缝金属厚度范围0—40角焊缝焊件焊缝金属厚度范围不限耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb///////////其他:/预焊接工艺规程表码号:Q/CKD/D026-2009共2页第2页焊接位置:对接焊缝的位置平焊焊接方...