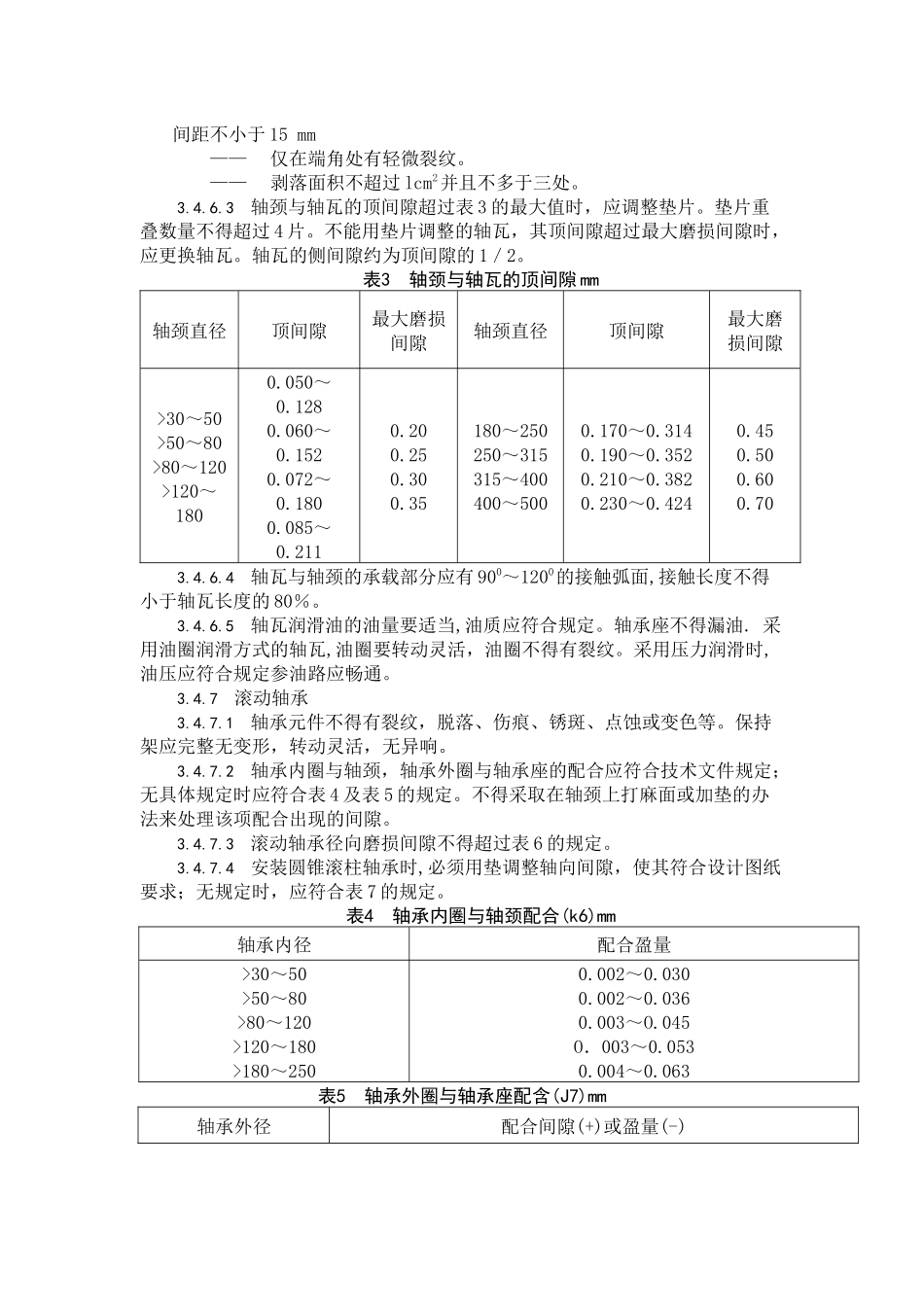
矿井机械设备检修通用技术标准1范围本标准规定了本矿机电工人在检修机械设备时应达到的标准。也是对机械设备检修后的验收标准。本标准适用于本矿机电设备。2本标准引用标准《煤矿安全规程》、《煤矿安全质量标准化标准及考核评级办法》、《生产矿井安全质量标准化检查标准及评分办法》、《煤矿机电设备检修质量标准》。3技术标准3.1紧固件3.1.1螺纹连接件和锁紧件必须齐全,牢固可靠。螺栓头部和螺母不得有铲伤或棱角严重变形。3.1.2螺栓不得弯曲,螺纹损伤不得超过螺纹工作高度的一半,且连续不得超过一周。螺孔乱扣、秃扣时,在不影响机体强度的前提下,允许扩孔,增大螺栓直径。3.1.3螺母必须拧紧。螺栓的螺纹应露出螺母1~3个螺距,不得在螺母下加多余的垫圈来减少螺栓露出长度。3.1.4螺纹表面必须光洁,不得用粗制螺纹代替精制螺纹。3.1.5同一部位的紧固件规格必须一致,材质应满足设计要求。主要连接部位或受冲击载荷容易松动部位的螺母,必须使用防松螺母或其他防松装置。3.1.6使用花螺母时,开口销必须符合要求;使用止动垫圈时,包角应稳固;使用铁丝锁紧时,其拉紧方向必须和螺旋方向一致,接头应向内弯曲。3.1.7弹簧垫圈应有足够的弹性(自由状态开口重叠部分不得大于垫圈厚度的一半)。3.1.8螺栓头部或螺母必须和相接触的部件紧贴。如该处为斜面时多应加相同斜度的斜垫。3.1.9铆钉必须紧固,不得有明显歪斜现象。3.2键和键槽3.2.1键的表面应光滑平整,四角倒棱,材质的抗拉强度不得低于45号钢的强度。3.2.2键和键槽装配后,其工作面应贴合紧密,接触均匀;非工作面应按规定留有间隙。3.2.3键和键槽之间不得加垫。3.2.4装配楔键和切向键时,键初打入键槽的长度,不得小于键全长的80%,但不得大于键全长的90%。键与轮毂的接触长度不得小于轮毂宽度的80%。3.2.5平键键槽磨损后,允许加宽原槽的5%.轴及轮毂的键槽宽度应一致。3.2.6平键键槽轴心线与轴心的轴线的平行度、平键和键槽配合公差,均应符合技术文件的规定。3.2.7花键的接触齿数应不少于2/3键齿厚的磨损量不得大于原齿厚的5%。3.3三角胶带传动装置3.3.1三角胶带主、被动轮轮轴轴心线的平行度应符合表1的规定。表1三角胶带轮轴平行度mm轴长平行度允差≤1000>1000~1600>1600~2500>2500~40000.200.250.300.403.3.2正,轴向错位允差。当中心距≤500mm时为1.Omm;当中心距>500mm时为1.5mm。3.3.3各三角胶带松紧应基本一致,以115~200N的力,按压每根胶带中段,压下距离之差不大于15~25mm。运转中被动轮的实际转数,不应低于计算值的97%。3.3.4三角胶带带轮轮毂、轮缘及辐条不得有裂纹。3.3.5三角肢带轮沟槽槽底与胶带之间应按规定保持一定间隙。小于规定间隙时应进行更换,或用加深槽部的方法进行修理,但轮缘厚度不得小于原厚度的80%。3.4轴和轴承3.4.1轴不得有裂纹。严重腐蚀和伤,直线度应符合技术文件规定。3.4.2轴与轴孔的配合应符合技术文件要求。超过规定时,允许采用涂镀、电镀或喷涂工艺进行修复;在强度许可条件下,也可采用镶套处理。3.4.3轴颈磨损后,加工修正量不得超过设计直径的5%。3.4.4轴颈的圆度和圆柱度,除技术文件有规定外,必须符合表2的规定。表2轴颈圆度和圆柱度mm轴颈直径>80~120>120~180>180~250>250~315>315~400>40~500圆度和圆柱度新装轴磨损极限0.0150.1000.0180.1200.0200.150O.0230.2000.0250.2200.027O.2503.4.5轴颈表面粗糙度应不大于。3.4.6滑动轴承3.4.6.1轴瓦合金层与轴瓦应牢固粘合,不得有脱壳现象。3.4.6.2轴瓦合金层表面不得有夹杂物、气孔、裂纹、剥落,严重点蚀或伤痕。在下列情况下允许用焊补方法修复:——局部出现三个以下散在气孔,其最大尺寸不大于2mm,且相互间距不小于15mm——仅在端角处有轻微裂纹。——剥落面积不超过lcm2并且不多于三处。3.4.6.3轴颈与轴瓦的顶间隙超过表3的最大值时,应调整垫片。垫片重叠数量不得超过4片。不能用垫片调整的轴瓦,其顶间隙超过最大磨损间隙时,应更换轴瓦。轴瓦的侧间隙约为顶间隙的1/2。表3轴颈与轴瓦的顶间隙mm轴颈直径顶间隙最大磨损间隙轴颈直径顶间隙最大磨损间隙>30~50>50~80>80~120>120~1800.050~0.1280.060...






 VIP
VIP

