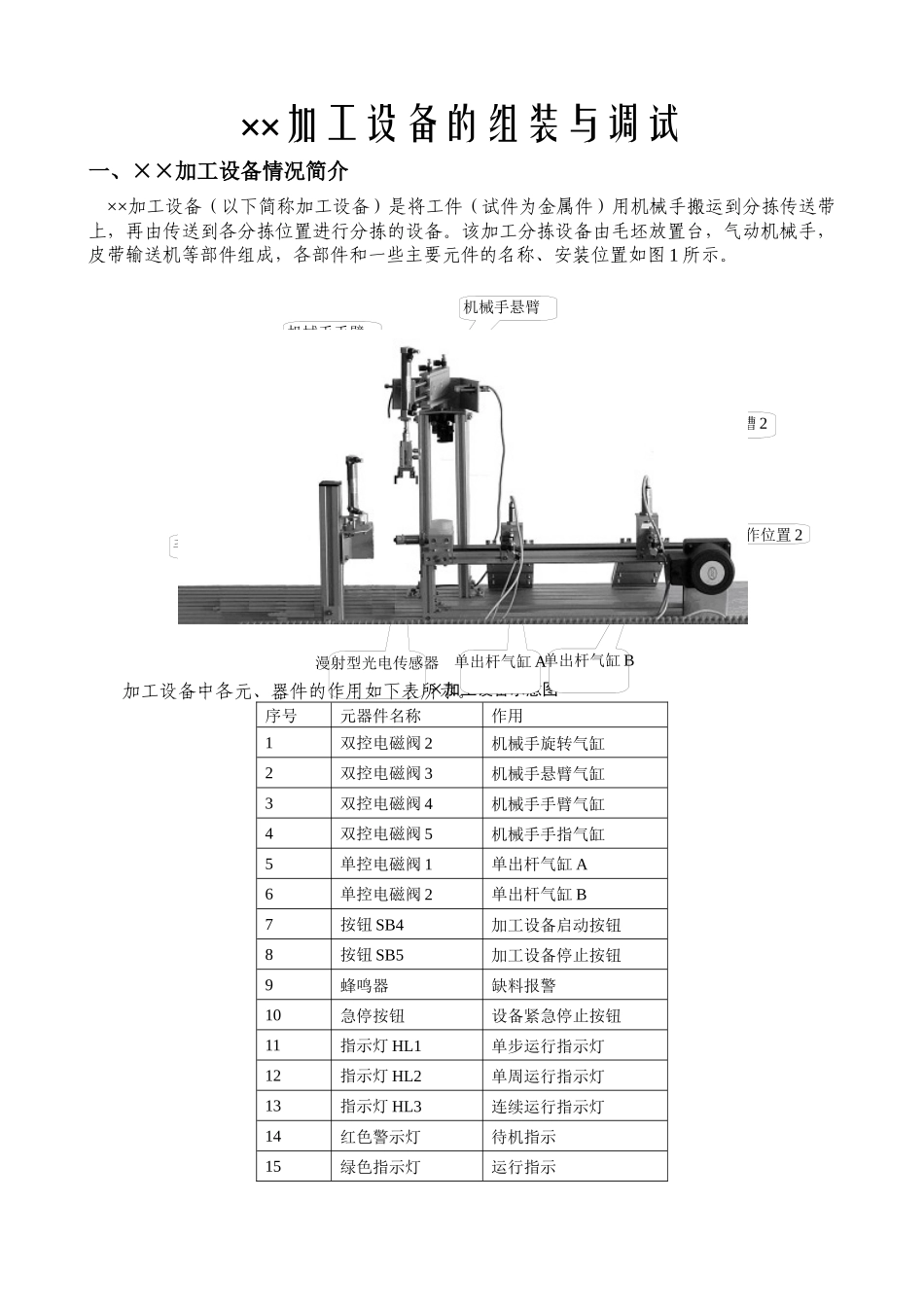
图1××加工设备示意图光电传感器毛坯放置台气手爪机械手手臂机械手悬臂旋转气缸漫射型光电传感器电容式接近开关电感式接近开关单出杆气缸B单出杆气缸A出料斜槽1出料斜槽2工作位置1工作位置2××加工设备的组装与调试一、××加工设备情况简介××加工设备(以下简称加工设备)是将工件(试件为金属件)用机械手搬运到分拣传送带上,再由传送到各分拣位置进行分拣的设备。该加工分拣设备由毛坯放置台,气动机械手,皮带输送机等部件组成,各部件和一些主要元件的名称、安装位置如图1所示。加工设备中各元、器件的作用如下表所示。序号元器件名称作用1双控电磁阀2机械手旋转气缸2双控电磁阀3机械手悬臂气缸3双控电磁阀4机械手手臂气缸4双控电磁阀5机械手手指气缸5单控电磁阀1单出杆气缸A6单控电磁阀2单出杆气缸B7按钮SB4加工设备启动按钮8按钮SB5加工设备停止按钮9蜂鸣器缺料报警10急停按钮设备紧急停止按钮11指示灯HL1单步运行指示灯12指示灯HL2单周运行指示灯13指示灯HL3连续运行指示灯14红色警示灯待机指示15绿色指示灯运行指示16指示灯HL4包装指示灯二、加工设备的动作和控制要求接通加工设备的电源后,红色警示灯亮,通过按试运行按钮检查设备各个部件是否运行正常,试运行各部件的动作顺序:手臂伸出→手爪下降→手爪抓紧→手爪上升→手臂缩回→手臂右转→手臂左转→手爪放松→传送带电机以25Hz速度反转运转2S停止→传送带电机以35Hz速度正转运转2S停止→推料1推出到位后缩回→推料2推出到位后缩回;试运行结束后,设备的各个部件应使机械手处于左极限位置和各气缸活塞杆处于缩回的位置。1.设备分拣的动作接通电源后,若紧急停止按钮触点的状态、机械手和各气缸活塞杆的位置正确,按下SB4,红色警示灯灭,绿色指示灯亮,设备开始工作。若工件放置台上的工件为金属件时,当工件放置台上的红外传感器检测到工件后→气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。夹紧1s后,手臂上升,物料提升装置下降→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降→气爪放松,通过进料孔将工件放到皮带输送机的传送带上。机械手放下夹持的工件1s后,手臂上升→悬臂缩回→转动至左侧极限位置停止。当皮带输送机进料孔位置的漫射型光电传感器检测到工件后,拖动皮带输送机的交流电动机以25Hz的频率起动,皮带输送机中速运转传送工件。当工件运行到工作位置1时,皮带输送机停止,气缸1伸出,将金属工件推入1号槽并计数,气缸1缩回,皮带运输机重新启动,等待下一个工件的到来。若机械手搬送的工件为塑料件时,则皮带输送机以25Hz的中速将塑料工件运到位置1后,拖动皮带输送机的交流电动机再以35Hz的高速将该工件运送到位置2后停止,气缸2伸出,将塑料工件推入2号槽并计数,气缸2缩回,皮带运输机重新启动,等待下一个工件的到来。当两个工件槽中任一个的工件达到3个后,则系统停机3秒进行包装;包装期间,包装指示灯HL4按1秒的周期闪烁,各设备在此期间都返回原位,如此时按下停止按钮,则设备在包装结束并对该槽计数清零后返回待机状态。但未达三个工件的槽计数纪录扔保持,重新按启动按钮后,该槽应在原有计数基础上进行计数。2.系统设计要求(1)系统设有单步、单周、自动连续运行三种工作方式。①当系统处于单步运行方式时,包装功能关闭,单步运行指示灯HL1亮;每按一次启动按钮,设备将按如下步序一步一步的工作:气动机械手悬臂伸出→手臂下降→气爪将工件夹紧。夹紧1s后,手臂上升→悬臂缩回→转动至右侧极限位置→然后悬臂伸出→手臂下降→气爪放松,通过进料孔将工件放到皮带输送机的传送带上→传送带启动开始工件分拣流程,并于分拣过程结束后传送带自行停止,同时手臂上升→悬臂缩回→转动至左侧极限位置停止。②当系统处于单周运行方式时,包装功能关闭,单周运行指示灯HL2亮;按一次启动按钮,则设备在完成一个工件的分拣后自行返回待机状态。③当系统处于自动连续方式时,自动连续运行指示灯HL3亮;按一次启动按钮,则设备将连续分拣多个工件,直到按下停止按钮。(2)当传送带上最后一个工件推掉后,如15秒后机械手仍无工件搬运到传送带上,则传送带自行停止运行,直...