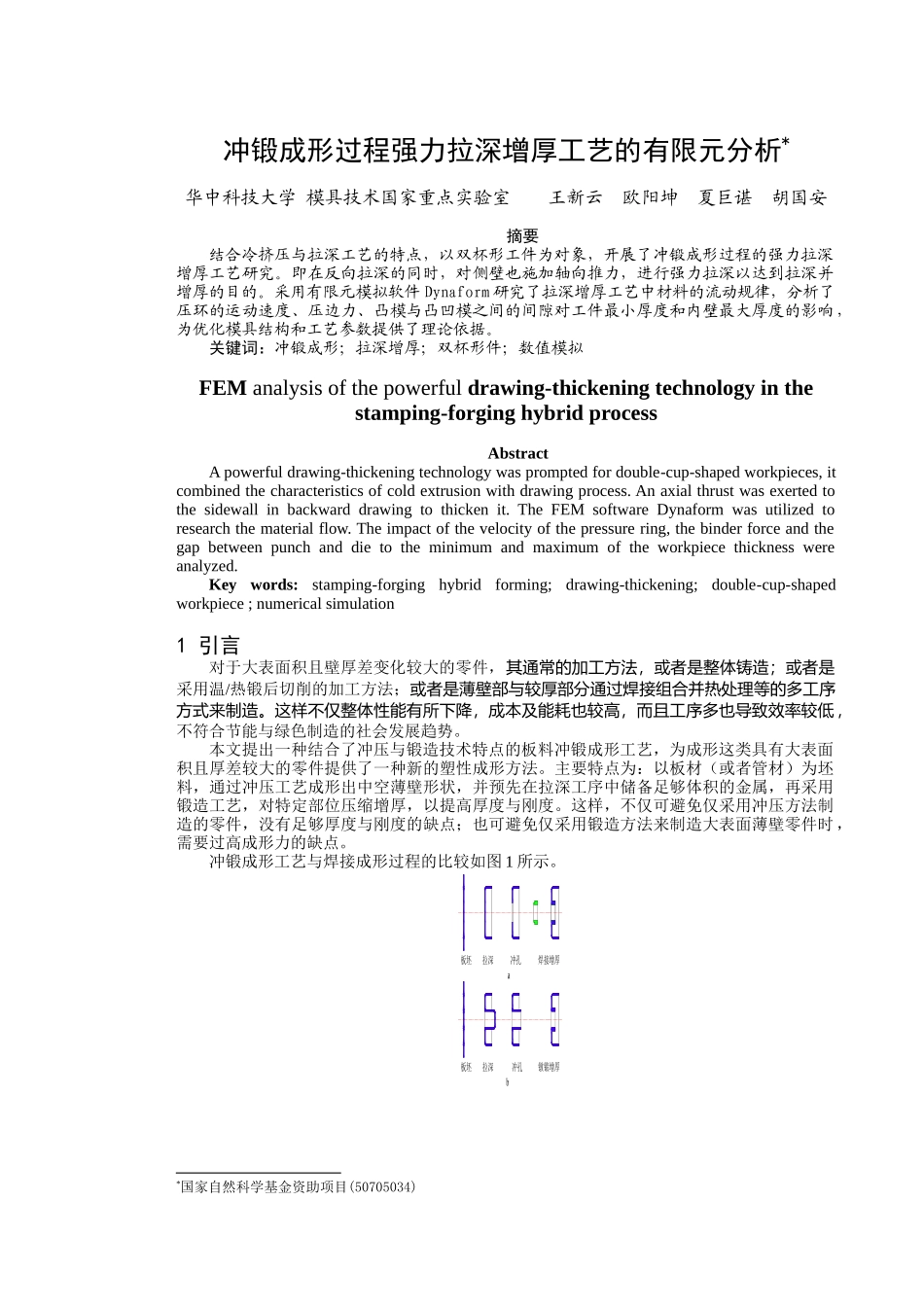
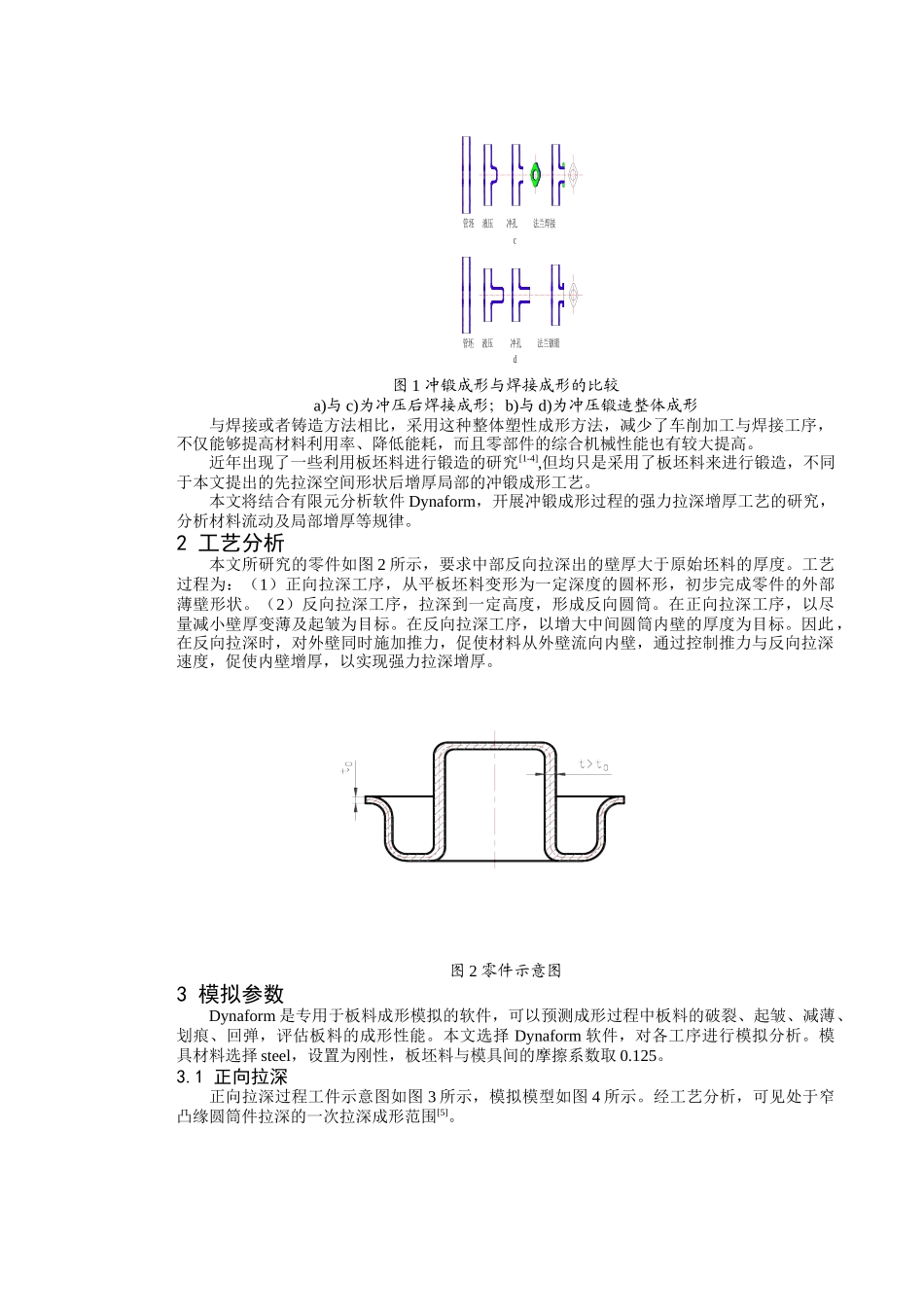
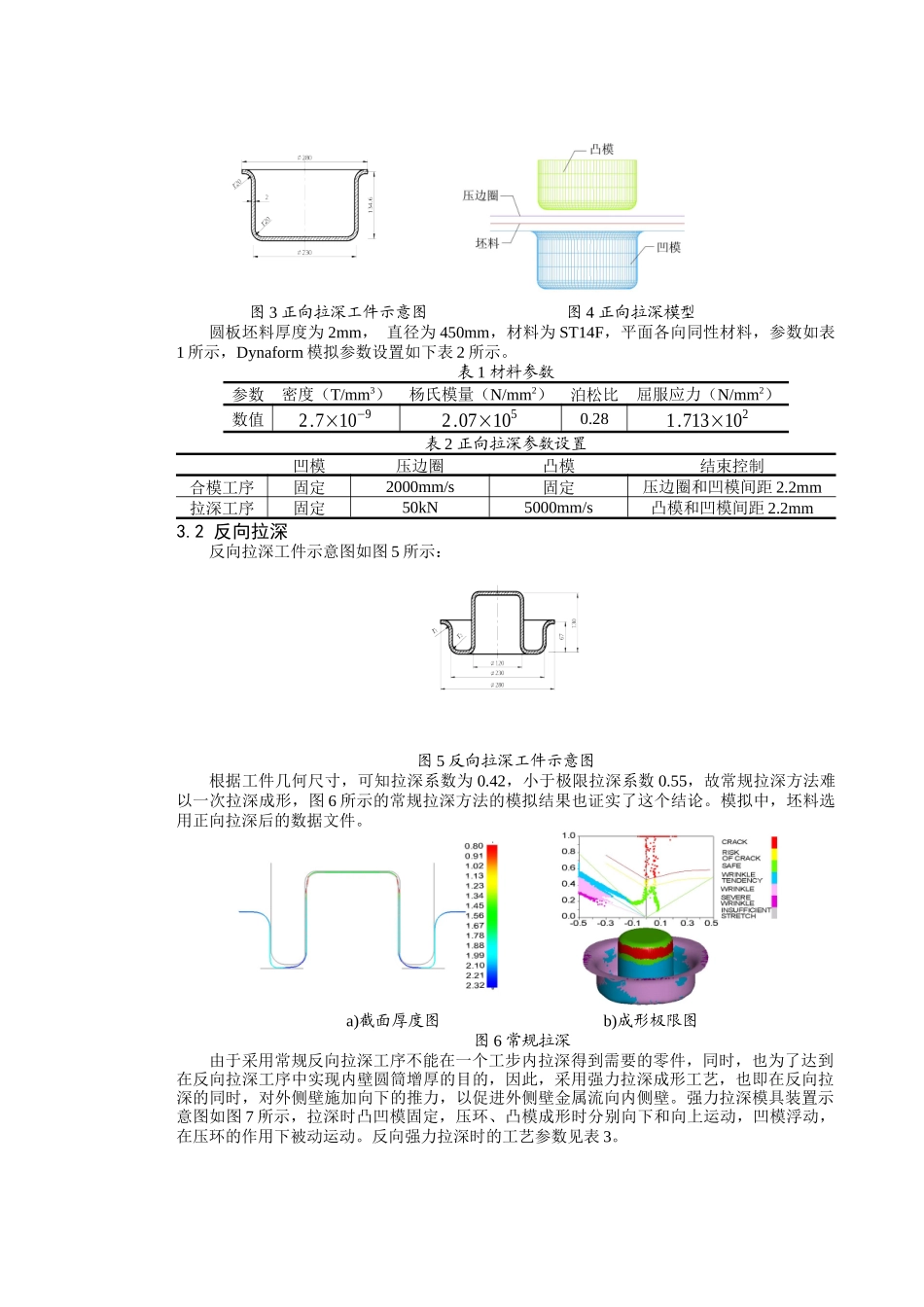
冲锻成形过程强力拉深增厚工艺的有限元分析*华中科技大学模具技术国家重点实验室王新云欧阳坤夏巨谌胡国安摘要结合冷挤压与拉深工艺的特点,以双杯形工件为对象,开展了冲锻成形过程的强力拉深增厚工艺研究。即在反向拉深的同时,对侧壁也施加轴向推力,进行强力拉深以达到拉深并增厚的目的。采用有限元模拟软件Dynaform研究了拉深增厚工艺中材料的流动规律,分析了压环的运动速度、压边力、凸模与凸凹模之间的间隙对工件最小厚度和内壁最大厚度的影响,为优化模具结构和工艺参数提供了理论依据。关键词:冲锻成形;拉深增厚;双杯形件;数值模拟FEManalysisofthepowerfuldrawing-thickeningtechnologyinthestamping-forginghybridprocessAbstractApowerfuldrawing-thickeningtechnologywaspromptedfordouble-cup-shapedworkpieces,itcombinedthecharacteristicsofcoldextrusionwithdrawingprocess.Anaxialthrustwasexertedtothesidewallinbackwarddrawingtothickenit.TheFEMsoftwareDynaformwasutilizedtoresearchthematerialflow.Theimpactofthevelocityofthepressurering,thebinderforceandthegapbetweenpunchanddietotheminimumandmaximumoftheworkpiecethicknesswereanalyzed.Keywords:stamping-forginghybridforming;drawing-thickening;double-cup-shapedworkpiece;numericalsimulation1引言对于大表面积且壁厚差变化较大的零件,其通常的加工方法,或者是整体铸造;或者是采用温/热锻后切削的加工方法;或者是薄壁部与较厚部分通过焊接组合并热处理等的多工序方式来制造。这样不仅整体性能有所下降,成本及能耗也较高,而且工序多也导致效率较低,不符合节能与绿色制造的社会发展趋势。本文提出一种结合了冲压与锻造技术特点的板料冲锻成形工艺,为成形这类具有大表面积且厚差较大的零件提供了一种新的塑性成形方法。主要特点为:以板材(或者管材)为坯料,通过冲压工艺成形出中空薄壁形状,并预先在拉深工序中储备足够体积的金属,再采用锻造工艺,对特定部位压缩增厚,以提高厚度与刚度。这样,不仅可避免仅采用冲压方法制造的零件,没有足够厚度与刚度的缺点;也可避免仅采用锻造方法来制造大表面薄壁零件时,需要过高成形力的缺点。冲锻成形工艺与焊接成形过程的比较如图1所示。*国家自然科学基金资助项目(50705034)板坯拉深冲孔焊接增厚板坯拉深冲孔镦锻增厚a图1冲锻成形与焊接成形的比较a)与c)为冲压后焊接成形;b)与d)为冲压锻造整体成形与焊接或者铸造方法相比,采用这种整体塑性成形方法,减少了车削加工与焊接工序,不仅能够提高材料利用率、降低能耗,而且零部件的综合机械性能也有较大提高。近年出现了一些利用板坯料进行锻造的研究[1-4],但均只是采用了板坯料来进行锻造,不同于本文提出的先拉深空间形状后增厚局部的冲锻成形工艺。本文将结合有限元分析软件Dynaform,开展冲锻成形过程的强力拉深增厚工艺的研究,分析材料流动及局部增厚等规律。2工艺分析本文所研究的零件如图2所示,要求中部反向拉深出的壁厚大于原始坯料的厚度。工艺过程为:(1)正向拉深工序,从平板坯料变形为一定深度的圆杯形,初步完成零件的外部薄壁形状。(2)反向拉深工序,拉深到一定高度,形成反向圆筒。在正向拉深工序,以尽量减小壁厚变薄及起皱为目标。在反向拉深工序,以增大中间圆筒内壁的厚度为目标。因此,在反向拉深时,对外壁同时施加推力,促使材料从外壁流向内壁,通过控制推力与反向拉深速度,促使内壁增厚,以实现强力拉深增厚。图2零件示意图3模拟参数Dynaform是专用于板料成形模拟的软件,可以预测成形过程中板料的破裂、起皱、减薄、划痕、回弹,评估板料的成形性能。本文选择Dynaform软件,对各工序进行模拟分析。模具材料选择steel,设置为刚性,板坯料与模具间的摩擦系数取0.125。3.1正向拉深正向拉深过程工件示意图如图3所示,模拟模型如图4所示。经工艺分析,可见处于窄凸缘圆筒件拉深的一次拉深成形范围[5]。管坯液压冲孔法兰焊接管坯液压冲孔法兰镦锻cd图3正向拉深工件示意图图4正向拉深模型圆板坯料厚度为2mm,直径为450mm,材料为ST14F,平面各向同性...