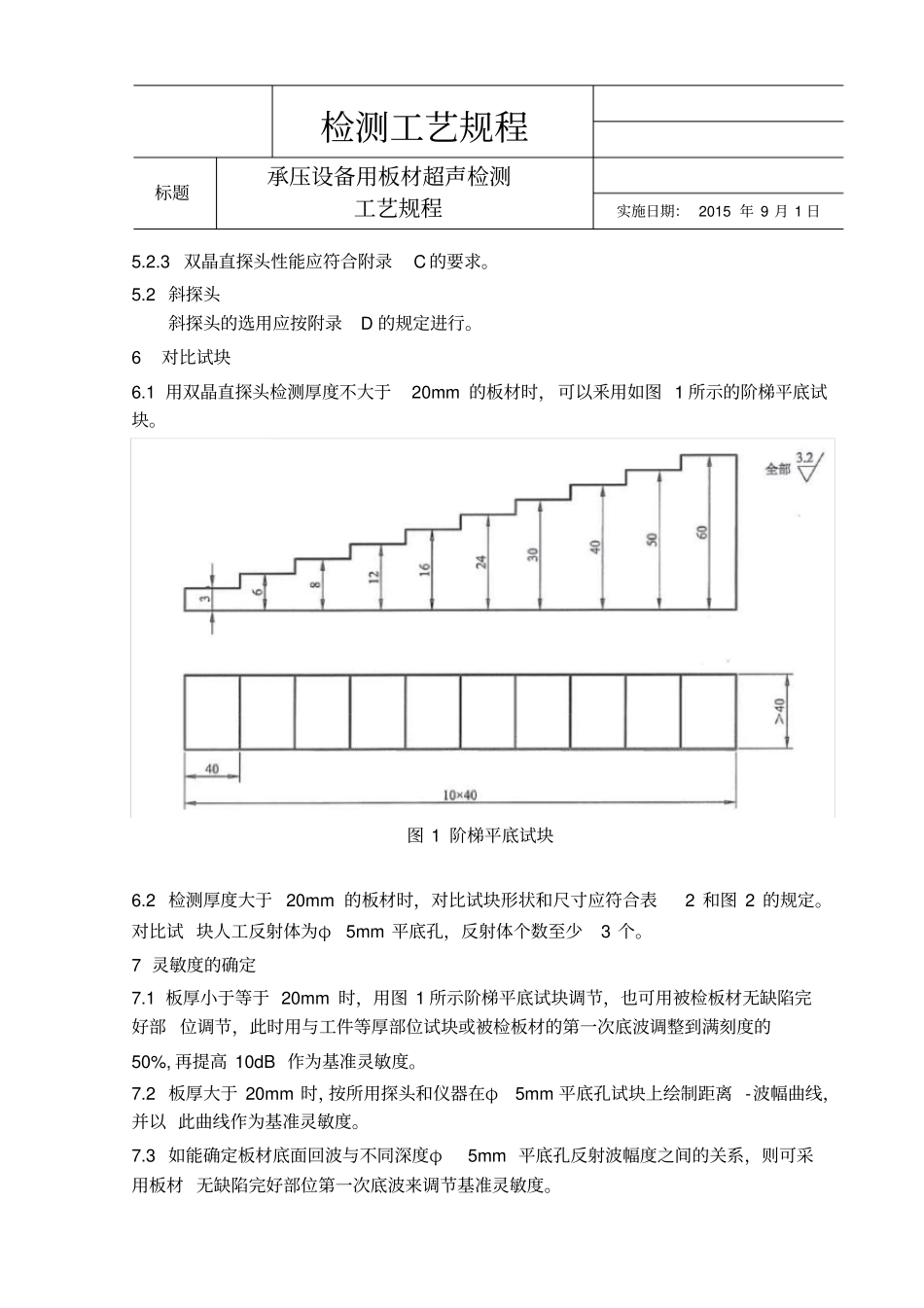
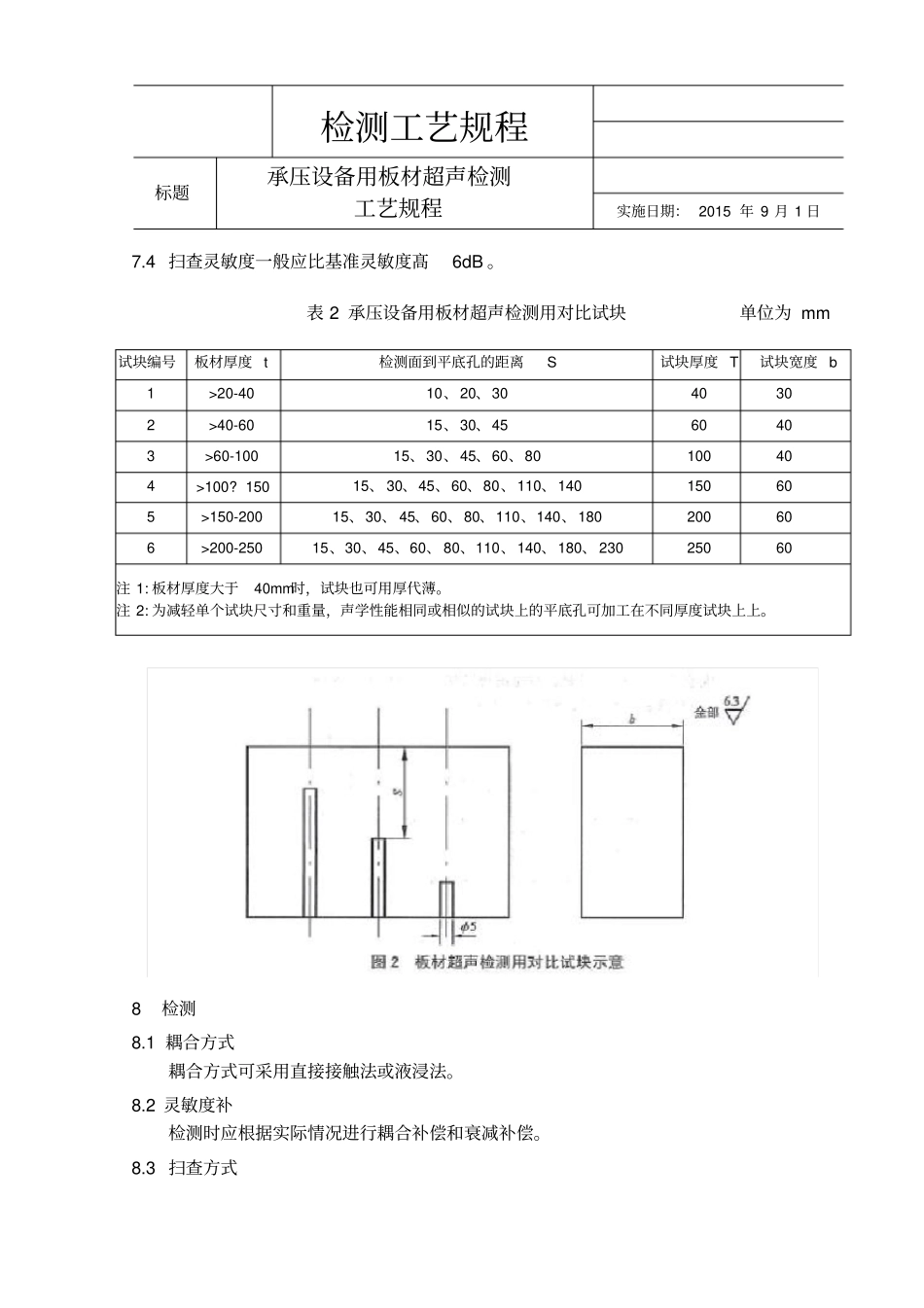
检测工艺规程标题承压设备用板材超声检测工艺规程实施日期:2015年9月1日1适用范围本规程适用于板厚6mm~250mm的碳素钢、低合金钢制承压设备用板材的超声检测方法和质量分级。铝及铝合金板材、钛及钛合金板材、镍及镍合金板材和铜及铜合金板材的超声检测方法参照本条执行,质量分级按本条。奥氏体不锈钢和奥氏体-铁素体双相不锈钢板材超声检测方法可参照本条执行,质量分级按本条。2规范性引用文件NB/T47013.3-2015承压设备无损检测第3部分:超声检测。3超声检测人员3.1超声检测人员的一般要求应符合NB/T47013.1的有关规定。3.2超声检测人员资格级别分为III(高)级、II(中)级、I(初)级。取得不同资格级别的人员,只能从事与该资格级别相应的超声检测工作,并负相应的技术责任。3.3超声检测人员应具有一定的金属材料、设备制造安装、焊接及热处理等方面的基本知识,应熟悉被检工件的材质、几何尺寸及透声性等,对检测中出现的问题能作出分析、判断和处理。4检测原则4.1板材一般采用直探头进行检测。4.2在检测过程中对缺陷有疑问或合同双方技术协议中有规定时,可釆用斜探头进行检测。4.3可选板材的任一轧制表面进行检测。若检测人员认为需要或技术条件有要求时,也可选板材的上、下两轧制表面分别进行检测。5探头选用5.1直探头5.2.1直探头选用应按表1的规定进行。表1承压设备用板材超声检测直探头选用5.2.2当采用液浸法检测板厚小于等于20mm的板材时,也可选用单晶直探头进行检测。板厚/mm采用探头标称频率/MHz探头晶片尺寸(推荐)/mm6-20双晶直探头4-5圆形晶片直径φ10?30方形晶片边长10-30>20-60双晶直探头或单晶直探头2-5>60单晶直探头2-5检测工艺规程标题承压设备用板材超声检测工艺规程实施日期:2015年9月1日5.2.3双晶直探头性能应符合附录C的要求。5.2斜探头斜探头的选用应按附录D的规定进行。6对比试块6.1用双晶直探头检测厚度不大于20mm的板材时,可以釆用如图1所示的阶梯平底试块。图1阶梯平底试块6.2检测厚度大于20mm的板材时,对比试块形状和尺寸应符合表2和图2的规定。对比试块人工反射体为φ5mm平底孔,反射体个数至少3个。7灵敏度的确定7.1板厚小于等于20mm时,用图1所示阶梯平底试块调节,也可用被检板材无缺陷完好部位调节,此时用与工件等厚部位试块或被检板材的第一次底波调整到满刻度的50%,再提高10dB作为基准灵敏度。7.2板厚大于20mm时,按所用探头和仪器在φ5mm平底孔试块上绘制距离-波幅曲线,并以此曲线作为基准灵敏度。7.3如能确定板材底面回波与不同深度φ5mm平底孔反射波幅度之间的关系,则可采用板材无缺陷完好部位第一次底波来调节基准灵敏度。检测工艺规程标题承压设备用板材超声检测工艺规程实施日期:2015年9月1日7.4扫查灵敏度一般应比基准灵敏度髙6dB。表2承压设备用板材超声检测用对比试块单位为mm试块编号板材厚度t检测面到平底孔的距离S试块厚度T试块宽度b1>20-4010、20、3040302>40-6015、30、4560403>60-10015、30、45、60、80100404>100?15015、30、45、60、80、110、140150605>150-20015、30、45、60、80、110、140、180200606>200-25015、30、45、60、80、110、140、180、23025060注1:板材厚度大于40mm时,试块也可用厚代薄。注2:为减轻单个试块尺寸和重量,声学性能相同或相似的试块上的平底孔可加工在不同厚度试块上上。8检测8.1耦合方式耦合方式可采用直接接触法或液浸法。8.2灵敏度补检测时应根据实际情况进行耦合补偿和衰减补偿。8.3扫查方式检测工艺规程标题承压设备用板材超声检测工艺规程实施日期:2015年9月1日a)在板材边缘或剖口预定线两侧范围内应作100%扫查,扫查区域宽度见表3;表3板材边缘或剖口预定线两侧区域宽度单位为mm板厚区域宽度<6050≥60?10075≥100100b)在板材中部区域,探头沿垂直于板材压延方向,间距不大于50mm的平行线进行扫查,或探头沿垂直和平行板材压延方向且间距不大于100mm格子线进行扫査。扫查示意图见图3;图3探头扫查示意图c)根据合同、技术协议书或图样的要求,也可釆用其他形式的扫査;d)双晶直探头扫查时,探头的移动方向应与探头的隔声层相垂直。8.4斜探头检测按附录D的规定进行9缺陷的判定...