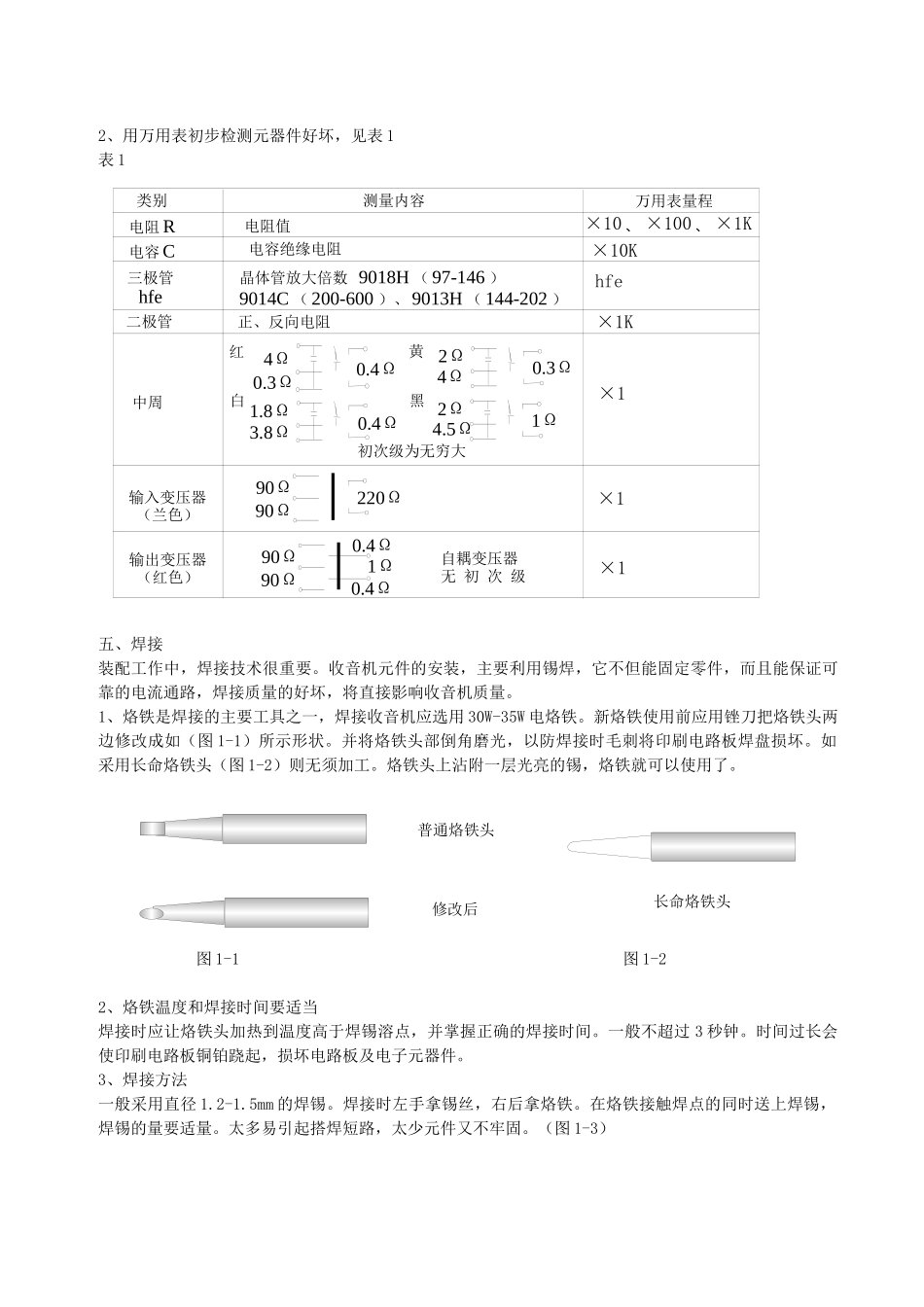
更多企业学院:《中小企业管理全能版》183套讲座+89700份资料《总经理、高层管理》49套讲座+16388份资料《中层管理学院》46套讲座+6020份资料《国学智慧、易经》46套讲座《人力资源学院》56套讲座+27123份资料《各阶段员工培训学院》77套讲座+324份资料《员工管理企业学院》67套讲座+8720份资料《工厂生产管理学院》52套讲座+13920份资料《财务管理学院》53套讲座+17945份资料《销售经理学院》56套讲座+14350份资料《销售人员培训学院》72套讲座+4879份资料HX108-2AM收音机实习工艺文件一、实习目的:输入回路混频中放1中放2检波前置低放功放AGC本振通过对一只正规产品收音机的安装、焊接、调试、了解电子产品的装配全过程,训练动手能力,掌握元器件的识别,简易测试,及整机调试工艺。二、要求:1、对照原理图讲述整机工作原理;2、对照原理图看懂装配接线图;3、了解图上符号,并与实物对照;4、根据技术指标测试各元器件的主要参数;5、认真细致地安装焊接,排除安装焊接过程中出现的故障。三、产品简介该机为七管中波调幅袖珍式半导体收音机,采用全硅管标准二级中放电路,用二只二极管正向压降稳压电路,稳定从变频、中频到低放的工作电压,不会因为电池电压降低而影响接收灵敏度,使收音机仍能正常工作,本机体积小巧,外观精致,便于携带。1、技术指标:频率范围:525~1605KHz中频频率:465KHz灵敏度:≤2mV/mS/N20dB扬声器:Ф57mm8Ω输出功率:50mW电源:3V(2节5号电池)2、调幅工作原理(1)工作方框图(2)工作原理当调幅信号感应到B1及C1组成的天线调谐回路,选出我们所需的电信号f1进入V1(9018H)三极管基极;本振信号调谐在高出f1频率一个中频的f2(f1+465KHz)例:f1=700KHz则f2=700+465KHz=1165KHz进入V1发射极,由V1三极管进行变频,通过B3选取出465KHz中频信号经V2和V3二级中频放大,进入V4检波管,检出音频信号经V5(9014)低频放大和由V6、V7组成功率放大器进行功率放大,推动扬声器发声。图中D1、D2(IN4148)组成1.3V±0.1V稳压,固定变频,一中放、二中放、低放的基极电压,稳定各级工作电流,以保持灵敏度。由V4(9018)三极管PN结用作检波。R1、R4、R6、R10分别为V1、V2、V3、V5的工作点调整电阻,R11为V6、V7功放级的工作点调整电阻,R8为中放的AGC电阻,B3、B4、B5为中周(内置谐振电容),既是放大器的交流负载又是中频选频器,该机的灵敏度,选择性等指标靠中频放大器保证。B6、B7为音频变压器,起交流负载及阻抗匹配的作用。四、装配前的准备工作及元器件初步测1、按元件清单清点零件,分类放好。类别电阻R电容C三极管hfe中周输入变压器(兰色)输出变压器(红色)测量内容二极管电阻值电容绝缘电阻晶体管放大倍数9018H(97-146)9014C(200-600)、9013H(144-202)正、反向电阻红2Ω黄4Ω0.3Ω0.4Ω1.8Ω3.8Ω0.4Ω白4Ω0.3Ω2Ω4.5Ω1Ω黑初次级为无穷大90Ω220Ω90Ω90Ω0.4Ω90Ω1Ω0.4Ω自耦变压器无初次级万用表量程×10、×100、×1K×10Khfe×1K×1×1×1普通烙铁头修改后长命烙铁头2、用万用表初步检测元器件好坏,见表1表1五、焊接装配工作中,焊接技术很重要。收音机元件的安装,主要利用锡焊,它不但能固定零件,而且能保证可靠的电流通路,焊接质量的好坏,将直接影响收音机质量。1、烙铁是焊接的主要工具之一,焊接收音机应选用30W-35W电烙铁。新烙铁使用前应用锉刀把烙铁头两边修改成如(图1-1)所示形状。并将烙铁头部倒角磨光,以防焊接时毛刺将印刷电路板焊盘损坏。如采用长命烙铁头(图1-2)则无须加工。烙铁头上沾附一层光亮的锡,烙铁就可以使用了。图1-1图1-22、烙铁温度和焊接时间要适当焊接时应让烙铁头加热到温度高于焊锡溶点,并掌握正确的焊接时间。一般不超过3秒钟。时间过长会使印刷电路板铜铂跷起,损坏电路板及电子元器件。3、焊接方法一般采用直径1.2-1.5mm的焊锡。焊接时左手拿锡丝,右后拿烙铁。在烙铁接触焊点的同时送上焊锡,焊锡的量要适量。太多易引起搭焊短路,太少元件又不牢固。(图1-3)2mm2mm图1图2焊锡丝印刷电路板铜箔电烙铁焊锡不足焊锡适量焊锡过多磁棒天线线圈支架1234图1-3图1-4焊接时不可将烙铁头在...