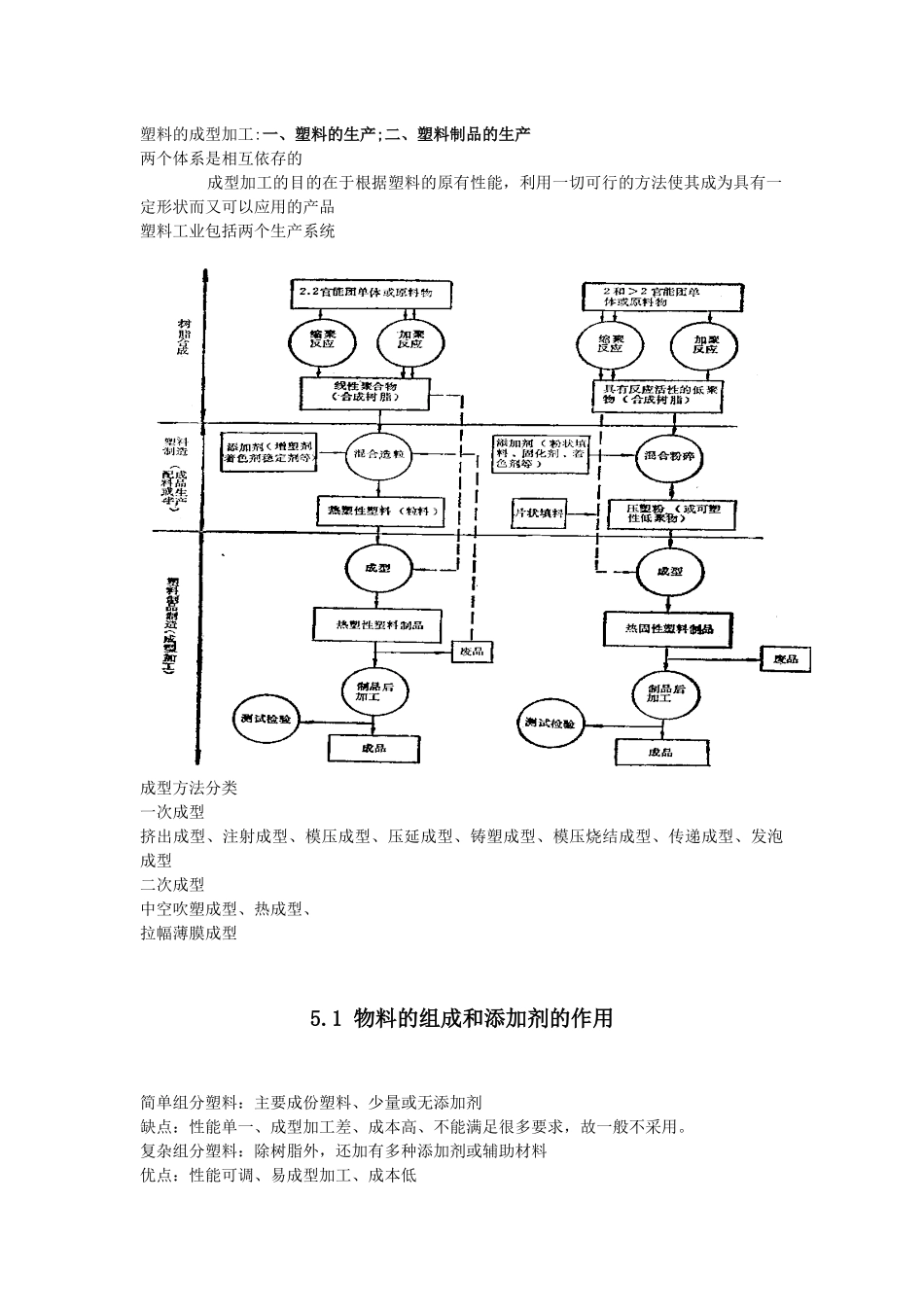
第五章成型物料的配制一、本章基本内容:1、混合原理和效果评定2、粉料的配制,粒料的配制3、溶液的配制,分散体的配制二、学习目的与要求:1、塑化机械的合理选用2、造粒方法的确定3、了解溶液配制方法,掌握溶胶的制备过程三、本章重点、难点:重点:1、热切和冷切的特点;2、分散体的制备难点:1、如何把原料性能与造粒方法结合分析。2、分散体粘度的稳定性课时:2塑料的成型加工:一、塑料的生产;二、塑料制品的生产两个体系是相互依存的成型加工的目的在于根据塑料的原有性能,利用一切可行的方法使其成为具有一定形状而又可以应用的产品塑料工业包括两个生产系统成型方法分类一次成型挤出成型、注射成型、模压成型、压延成型、铸塑成型、模压烧结成型、传递成型、发泡成型二次成型中空吹塑成型、热成型、拉幅薄膜成型5.1物料的组成和添加剂的作用简单组分塑料:主要成份塑料、少量或无添加剂缺点:性能单一、成型加工差、成本高、不能满足很多要求,故一般不采用。复杂组分塑料:除树脂外,还加有多种添加剂或辅助材料优点:性能可调、易成型加工、成本低添加剂:增塑剂、防老剂、填料、润滑剂、着色剂、固化剂一、聚合物主要成份,连续相,将各种添加剂粘合在一起,赋于制品机械性能。聚合物不同,性能不同;同一种聚合物,牌号不同,性能不同同一种聚合物,聚合方法不同,性能不同同一牌号,批号不同,性能也有差异。聚合物本身性能影响加工性能和制品性能(一)分子量的影响Mn增大,抗张强度增大,抗冲强度先增大再减小,蠕变减小,弯曲强度减小,热变形温度增大,总的力学性能和热性能增大Mn增大,粘度增大,流动性减小,成品收缩率减小,加工性能下降Mn影响结晶,取向及结构,故要选择适当的分子量(二)分子量分布的影响分子量分布宽,总的来讲力学性能和热性能降低分子量分布宽对加工来讲有利有弊:利:流动性好,易加工弊:影响与添加剂的配合的均匀性,在高分子量的组分出现“生料”(三)颗粒结构的影响表面毛糙,不规则,断面结构疏松、多孔的粒子,易于吸收增塑剂。配制时,T低,t短。但吸收不能太快,否则与其它组分混合不良,产品质量下降。表面光滑,断面结构规则,实心、无孔的粒子吸收增塑剂不易。T高,t长,影响生产效率。(四)粒度的影响粒度主要影响混合的均匀性聚合物粒度大,总表面积小,与添加剂接触机会少,造成混合不均;在辊压时间内,颗粒大的往往不易塑化或塑化不完全。过细易造成粉尘飞扬和容积计量困难。(五)其它影响因素树脂中的水分及挥发物含量结晶度密度二、增塑剂对热和化学试剂稳定液体固体增塑过程可看作是聚合物和低分子物互相“溶解”的过程,溶剂是要在加工过程中挥发出去,而增塑剂则要求长期留在聚合物中。1、增塑剂的作用利处:增加塑料的柔韧性、耐寒性;使塑料的玻璃化温度、熔点、软化温度或流动温度降低;粘度减小,流动性增加,从而改善了塑料的加工性能。坏处:抗张强度下降,硬度下降,模量下降2、增塑剂的作用机理外增塑作用:分子间距和分子间作用力非极性增塑剂主要作用是通过聚合物—增塑剂间的溶剂化作用,增大分子距离,从而削弱它们之间的作用力。△Tg=B·VB:比例常数V:增塑剂体积分数未增塑和已增塑聚合物的示意图极性增塑剂极性聚合物----极性增塑剂的增塑作用不是由于填充作用,而是增塑剂中极性基团与聚合物分子的极性基团相互作用,代表了极性分子间的作用。同时,增塑剂的非极性基团把聚合物中极性基屏蔽起来,这也减弱了分子间的作用力△Tg=k·nk:比例常数n:增塑剂摩尔数如PVC-DOP内增塑作用如果用化学方法,在分子链上引入其它取代基,或在分子链上或分子链中引入短的链段,从而降低了大分子间的吸引力,也可达到使刚性分子链变软和易于活动的目的,这种增塑称为内增塑。3.增塑剂的种类与性能不需增塑:如PA、PS、PE、PP等;增塑:硝酸纤维系、醋酸纤维素、聚氯乙烯使用增塑剂最多的是聚氯乙烯,主要以邻苯二甲酸酯类、己二酸和癸二酸的二辛酯类,以及磷酸酯类等为增塑剂。对增塑剂的要求(1)与聚合物相溶(2)不挥发,迁移性小,溶浸性小(3)耐热、耐光、不燃及无毒(4)在使用混合和使用温度范围...