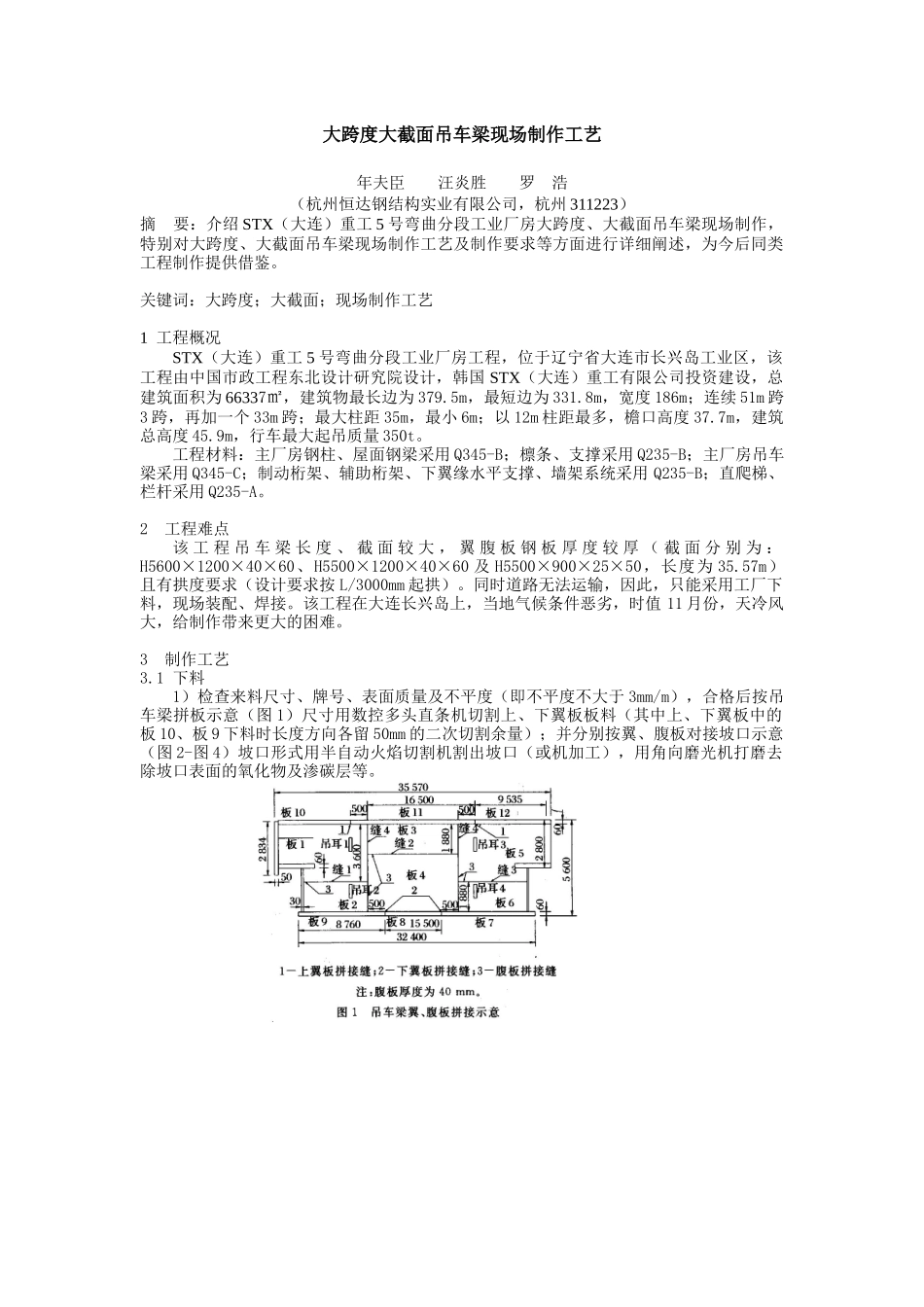
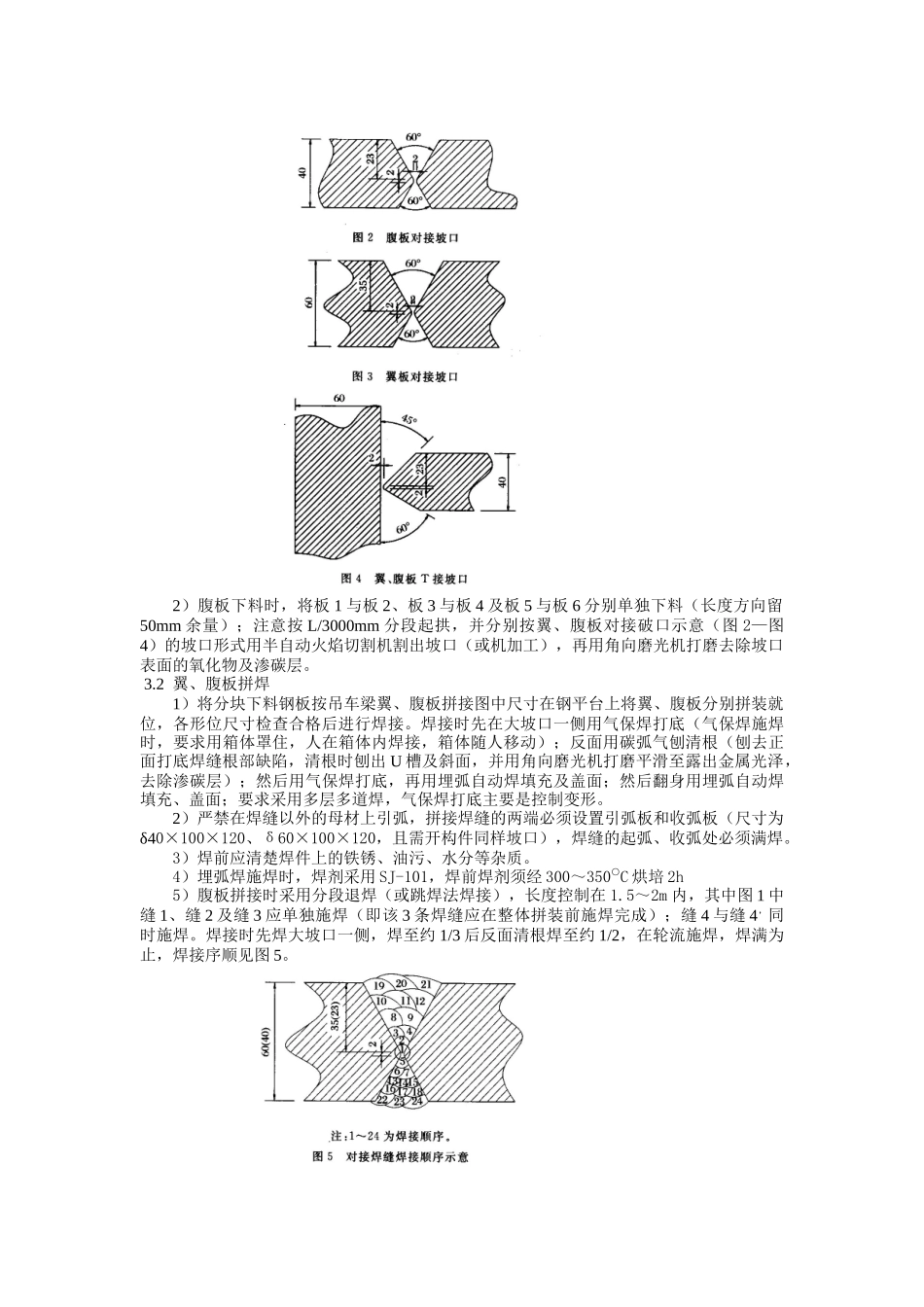
大跨度大截面吊车梁现场制作工艺年夫臣汪炎胜罗浩(杭州恒达钢结构实业有限公司,杭州311223)摘要:介绍STX(大连)重工5号弯曲分段工业厂房大跨度、大截面吊车梁现场制作,特别对大跨度、大截面吊车梁现场制作工艺及制作要求等方面进行详细阐述,为今后同类工程制作提供借鉴。关键词:大跨度;大截面;现场制作工艺1工程概况STX(大连)重工5号弯曲分段工业厂房工程,位于辽宁省大连市长兴岛工业区,该工程由中国市政工程东北设计研究院设计,韩国STX(大连)重工有限公司投资建设,总建筑面积为66337㎡,建筑物最长边为379.5m,最短边为331.8m,宽度186m;连续51m跨3跨,再加一个33m跨;最大柱距35m,最小6m;以12m柱距最多,檐口高度37.7m,建筑总高度45.9m,行车最大起吊质量350t。工程材料:主厂房钢柱、屋面钢梁采用Q345-B;檩条、支撑采用Q235-B;主厂房吊车梁采用Q345-C;制动桁架、辅助桁架、下翼缘水平支撑、墙架系统采用Q235-B;直爬梯、栏杆采用Q235-A。2工程难点该工程吊车梁长度、截面较大,翼腹板钢板厚度较厚(截面分别为:H5600×1200×40×60、H5500×1200×40×60及H5500×900×25×50,长度为35.57m)且有拱度要求(设计要求按L/3000mm起拱)。同时道路无法运输,因此,只能采用工厂下料,现场装配、焊接。该工程在大连长兴岛上,当地气候条件恶劣,时值11月份,天冷风大,给制作带来更大的困难。3制作工艺3.1下料1)检查来料尺寸、牌号、表面质量及不平度(即不平度不大于3mm/m),合格后按吊车梁拼板示意(图1)尺寸用数控多头直条机切割上、下翼板板料(其中上、下翼板中的板10、板9下料时长度方向各留50mm的二次切割余量);并分别按翼、腹板对接坡口示意(图2-图4)坡口形式用半自动火焰切割机割出坡口(或机加工),用角向磨光机打磨去除坡口表面的氧化物及渗碳层等。2)腹板下料时,将板1与板2、板3与板4及板5与板6分别单独下料(长度方向留50mm余量);注意按L/3000mm分段起拱,并分别按翼、腹板对接破口示意(图2—图4)的坡口形式用半自动火焰切割机割出坡口(或机加工),再用角向磨光机打磨去除坡口表面的氧化物及渗碳层。3.2翼、腹板拼焊1)将分块下料钢板按吊车梁翼、腹板拼接图中尺寸在钢平台上将翼、腹板分别拼装就位,各形位尺寸检查合格后进行焊接。焊接时先在大坡口一侧用气保焊打底(气保焊施焊时,要求用箱体罩住,人在箱体内焊接,箱体随人移动);反面用碳弧气刨清根(刨去正面打底焊缝根部缺陷,清根时刨出U槽及斜面,并用角向磨光机打磨平滑至露出金属光泽,去除渗碳层);然后用气保焊打底,再用埋弧自动焊填充及盖面;然后翻身用埋弧自动焊填充、盖面;要求采用多层多道焊,气保焊打底主要是控制变形。2)严禁在焊缝以外的母材上引弧,拼接焊缝的两端必须设置引弧板和收弧板(尺寸为δ40×100×120、δ60×100×120,且需开构件同样坡口),焊缝的起弧、收弧处必须满焊。3)焊前应清楚焊件上的铁锈、油污、水分等杂质。4)埋弧焊施焊时,焊剂采用SJ-101,焊前焊剂须经300~350○C烘培2h5)腹板拼接时采用分段退焊(或跳焊法焊接),长度控制在1.5~2m内,其中图1中缝1、缝2及缝3应单独施焊(即该3条焊缝应在整体拼装前施焊完成);缝4与缝4,同时施焊。焊接时先焊大坡口一侧,焊至约1/3后反面清根焊至约1/2,在轮流施焊,焊满为止,焊接序顺见图5。6)焊前用远红外加热器进行预热(图6),预热温度为:120~150○C(用温控器控制预热温度,且预热温度不得超出200○C);预热范围为对接焊缝两侧200mm范围内,焊接层间温度控制在150~200○C。焊接完成后,应立即进行后热处理(去氢),后热温度为250○C,后热时间为2h。整个焊接过程应连续,一条焊缝间隔时间不超过2h,否则重新预热。7)焊接工艺参数见表1。表1焊接工艺参数8)焊后在指定部位打上焊工钢印。3.3矫正施焊完成后,用氧、乙炔火焰沿焊缝进行螺旋加热起拱部位,温度控制在750~900○C,然后自然冷却,严禁浇水急冷,控制腹板整体不平度满足设计及规范要求。3.4检验焊缝除VT(表面裂纹、气孔、咬边等)检验合格外,还应进行超声波(UT)探伤,探伤标准按GB11345-89《钢焊...