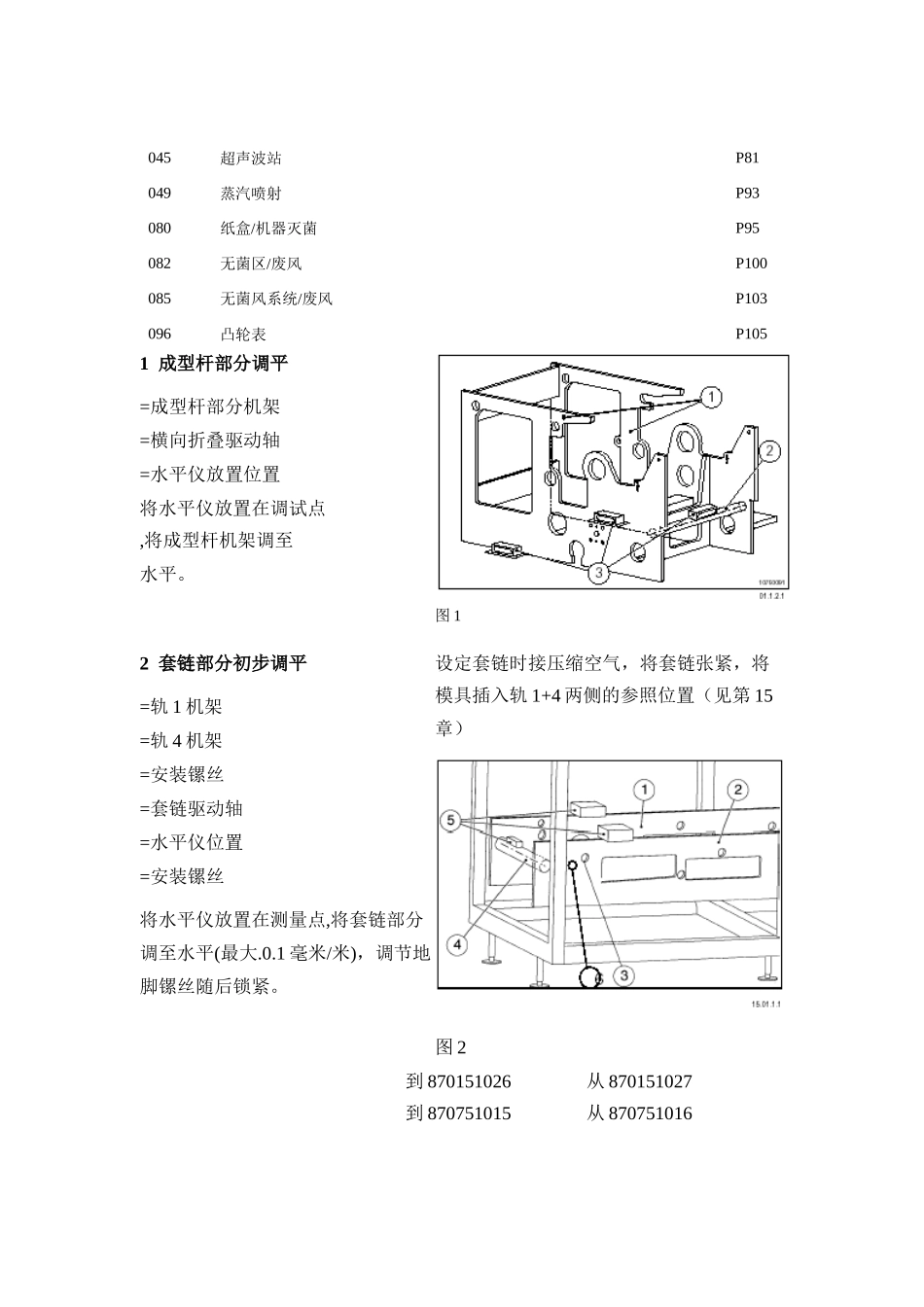
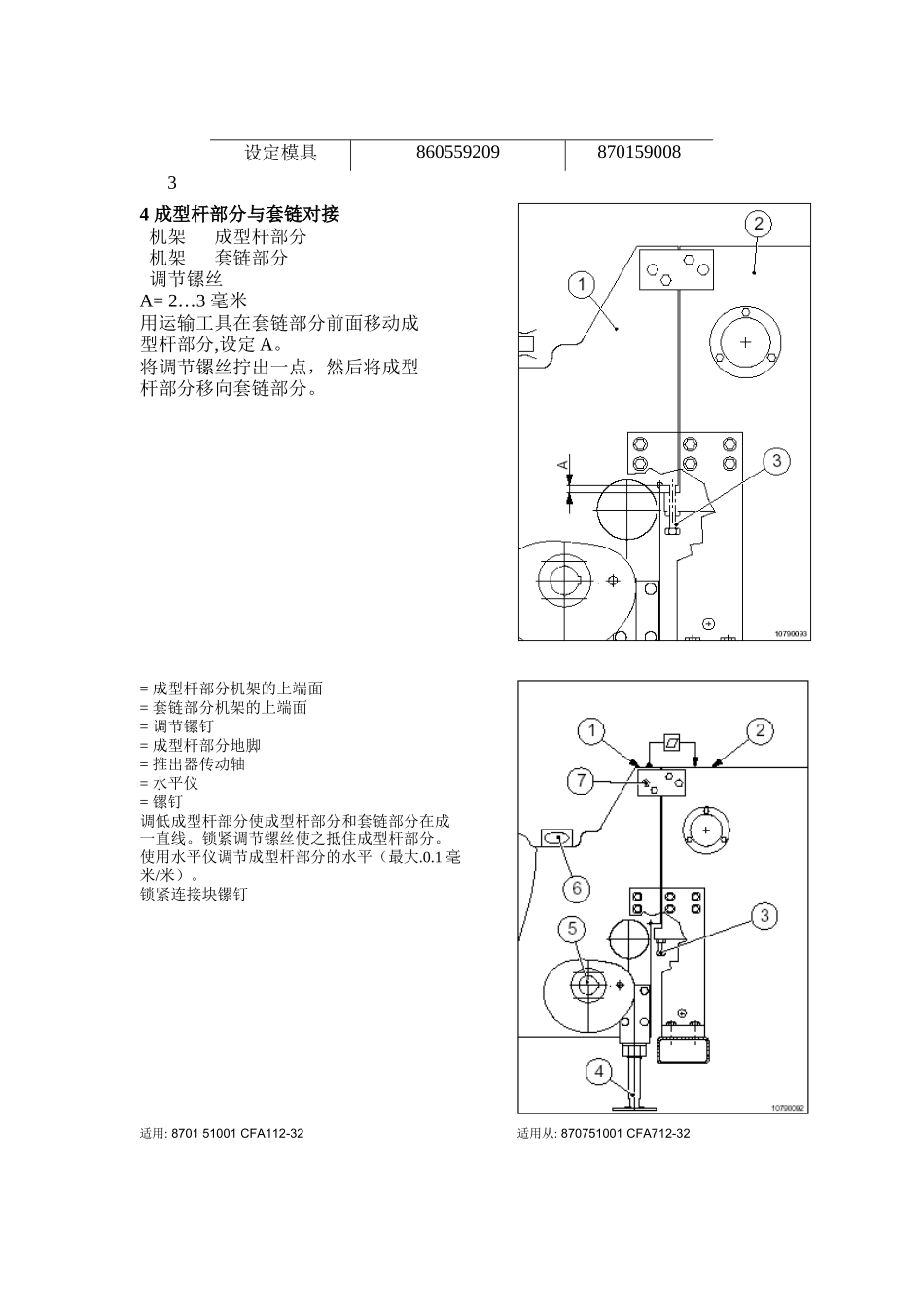
CFA712/112-32机械培训手册组内容页码001机架P2002驱动P7003纸盒仓P11004纸盒打开P13005纸盒套入P18006成型杆P22007底部活化P24008底部横向折叠P29009底部纵向折叠P32010底部压制P34011纸盒转移P38015套链P39016底部导轨P44017顶部预折P45018灌装系统P55023阀组P62030耳翼折叠P66034推出器P70035转移台P72042中央润滑系统P76045超声波站P81049蒸汽喷射P93080纸盒/机器灭菌P95082无菌区/废风P100085无菌风系统/废风P103096凸轮表P1051成型杆部分调平=成型杆部分机架=横向折叠驱动轴=水平仪放置位置将水平仪放置在调试点,将成型杆机架调至水平。图12套链部分初步调平=轨1机架=轨4机架=安装镙丝=套链驱动轴=水平仪位置=安装镙丝将水平仪放置在测量点,将套链部分调至水平(最大.0.1毫米/米),调节地脚镙丝随后锁紧。设定套链时接压缩空气,将套链张紧,将模具插入轨1+4两侧的参照位置(见第15章)图2到870151026到870751015从870151027从870751016设定模具86055920987015900834成型杆部分与套链对接机架成型杆部分机架套链部分调节镙丝A=2…3毫米用运输工具在套链部分前面移动成型杆部分,设定A。将调节镙丝拧出一点,然后将成型杆部分移向套链部分。=成型杆部分机架的上端面=套链部分机架的上端面=调节镙钉=成型杆部分地脚=推出器传动轴=水平仪=镙钉调低成型杆部分使成型杆部分和套链部分在成一直线。锁紧调节镙丝使之抵住成型杆部分。使用水平仪调节成型杆部分的水平(最大.0.1毫米/米)。锁紧连接块镙钉适用:870151001CFA112-32适用从:870751001CFA712-325到:4成型杆和套链对中(90度)注意:套链的基本设定已完成。=成型杆在静止位置(水平)=机架,成型杆部分=机架,套链部分=套链(简图)=套链中心=成型杆中心=模具的校正边=360度刻度盘A=132.5毫米D=137.5毫米F1=100度用模具8701.59002的校正面来设定套链和成型杆对中,调整电柜的地脚使之位置正确,最后锁紧地脚。适用:870151002CFA112-325成型杆和套链对中(90度)注意:套链的基本设定已完成。=成型杆在静止位置(水平)=机架,成型杆部分=机架,套链部分=套链(简图)=套链中心=成型杆中心=模具的校正边=360度刻度盘A=132.5毫米B=50.5毫米C=52毫米D=137.5毫米FI=100°用模具8701.59002的校正面来设定套链和成型杆对中,调整电柜的地脚使之位置正确,最后锁紧地脚。适用:870151001CFA112-32适用从:870751001CFA712-32到;CFA112-32B=50.3毫米C=52毫米CFA712-32B=62.5毫米C=64毫米6高度调节=机架,成型杆部分=套链链轮=机架,套链部分=成型杆在静止位置(水平)=成型杆中心=套链中心=套链(简图)=链轮=360度刻度盘F1=100度适用从:870151002到:7高度调节=机架,成型杆部分=套链链轮=机架,套链部分=成型杆在静止位置(水平)=成型杆中心=套链中心=套链(简图)=链轮=360度刻度盘=齿形带,振动频率50HZ=皮带轮=微调镙丝=张紧轮B=39毫米A=36.5毫米适用从:870151001适用从:8707510018齿形带的设定-在参考位置确定套链的位置(见第2条)-转动成型杆到水平压制位置(F1=100度)-用模具8701.59002检查套链对成型杆的位置,如有必要,调整成型杆部分的高度-将齿形皮带放在皮带轮上,先张紧张紧轮(12)振动频率50HZ,然后调整镙丝(11)注意:图示位置在驱动侧(轨4)适用从:870151001CFA112-32到:适用从:870751001CFA712-32到:1驱动齿轮的基本设顶=上齿轮=下齿轮=卡箍=大镙母=防松镙母=设定镙钉=安装镙钉CFA112-32A=36.3毫米B=39毫米CFA712-32A=39.5毫米B=41毫米=轴承座=镙母=金属波纹离合器=同步离合器(过载离合器)=带槽镙母=锥形滚子轴承=轴设定步骤-安装上齿轮-锁紧卡箍-将镙钉完全拧进去,使齿轮处于放松状态。-轻轻的拧紧轴承座上的固定镙丝(使上下齿轮有间隙)-拧大镙母,轴向移动齿轮,直到两个齿轮的端面A,B平齐。-用中心衬套将轴承座旋进去。-调节设定镙丝,使下面的齿轮朝上面的齿轮移动,直到两个齿轮之间没有间隙。-锁紧调节镙丝的锁紧镙母。-用手转动(成型杆)齿轮和,检查两个齿轮的端面A,B是否还是平齐。-将镙母旋进去1/4圈,用手转动齿轮。-再次检查齿轮的端面A,B是否平齐。-锁紧镙母的锁紧镙母,锁紧固定镙丝。...