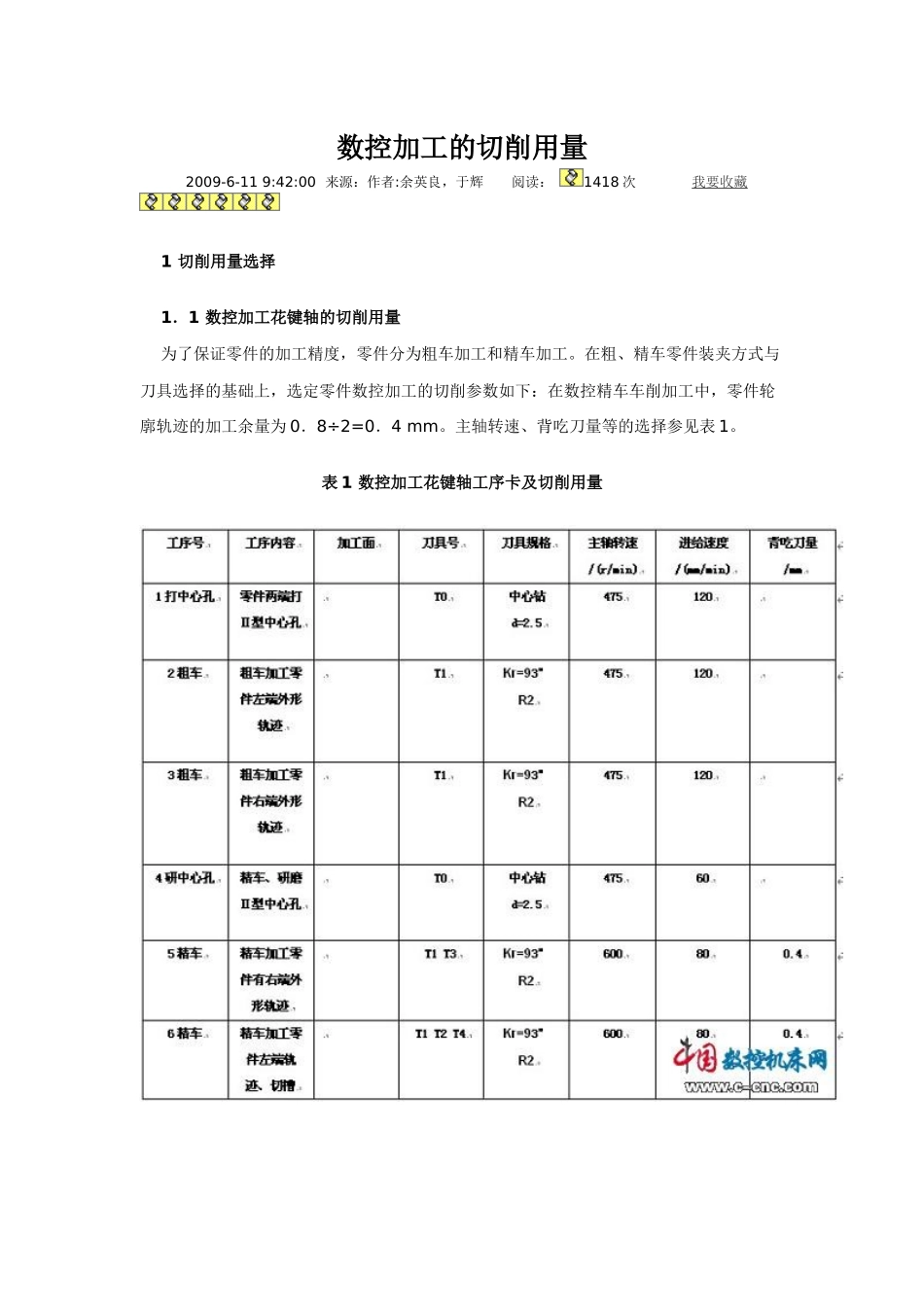
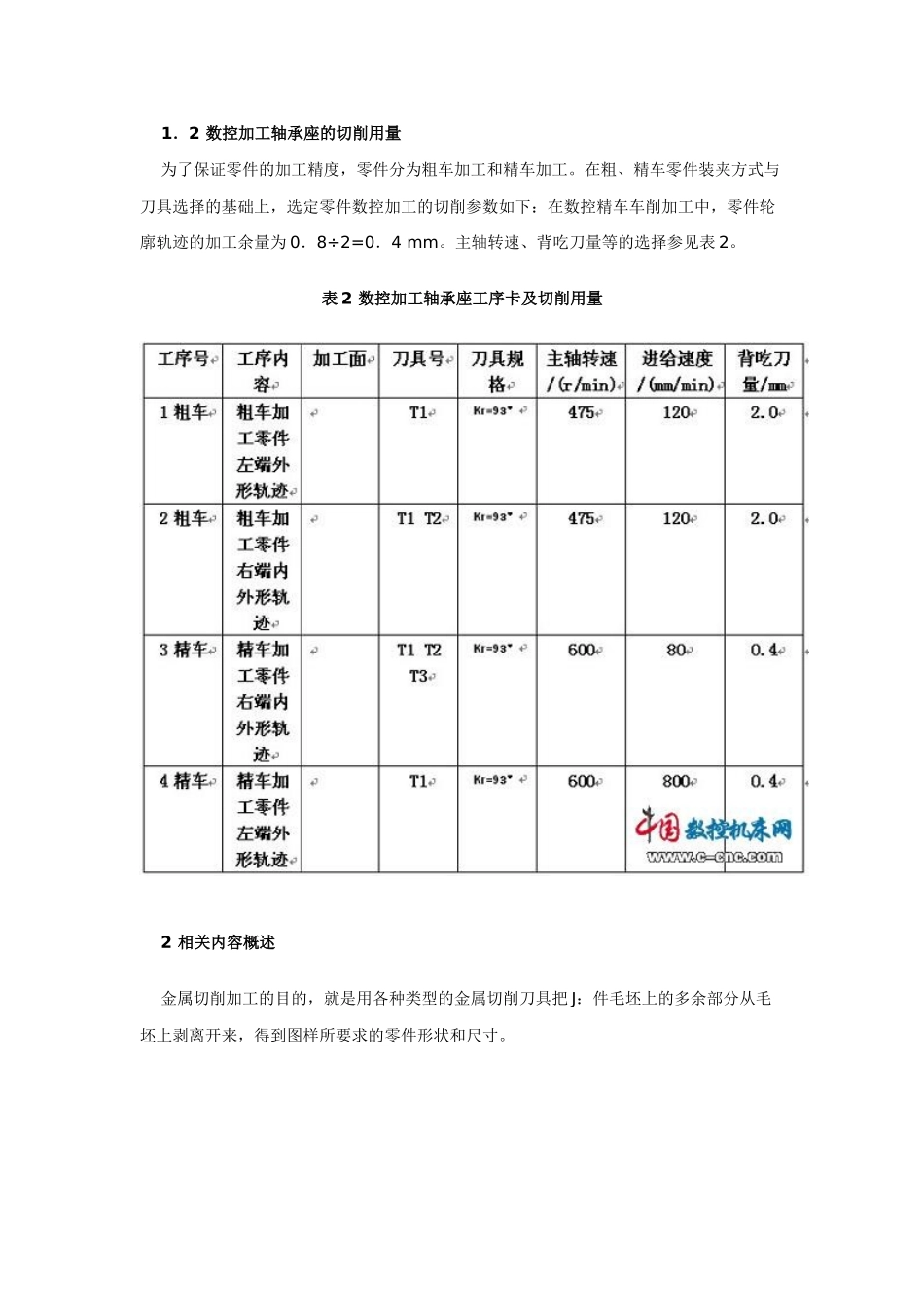
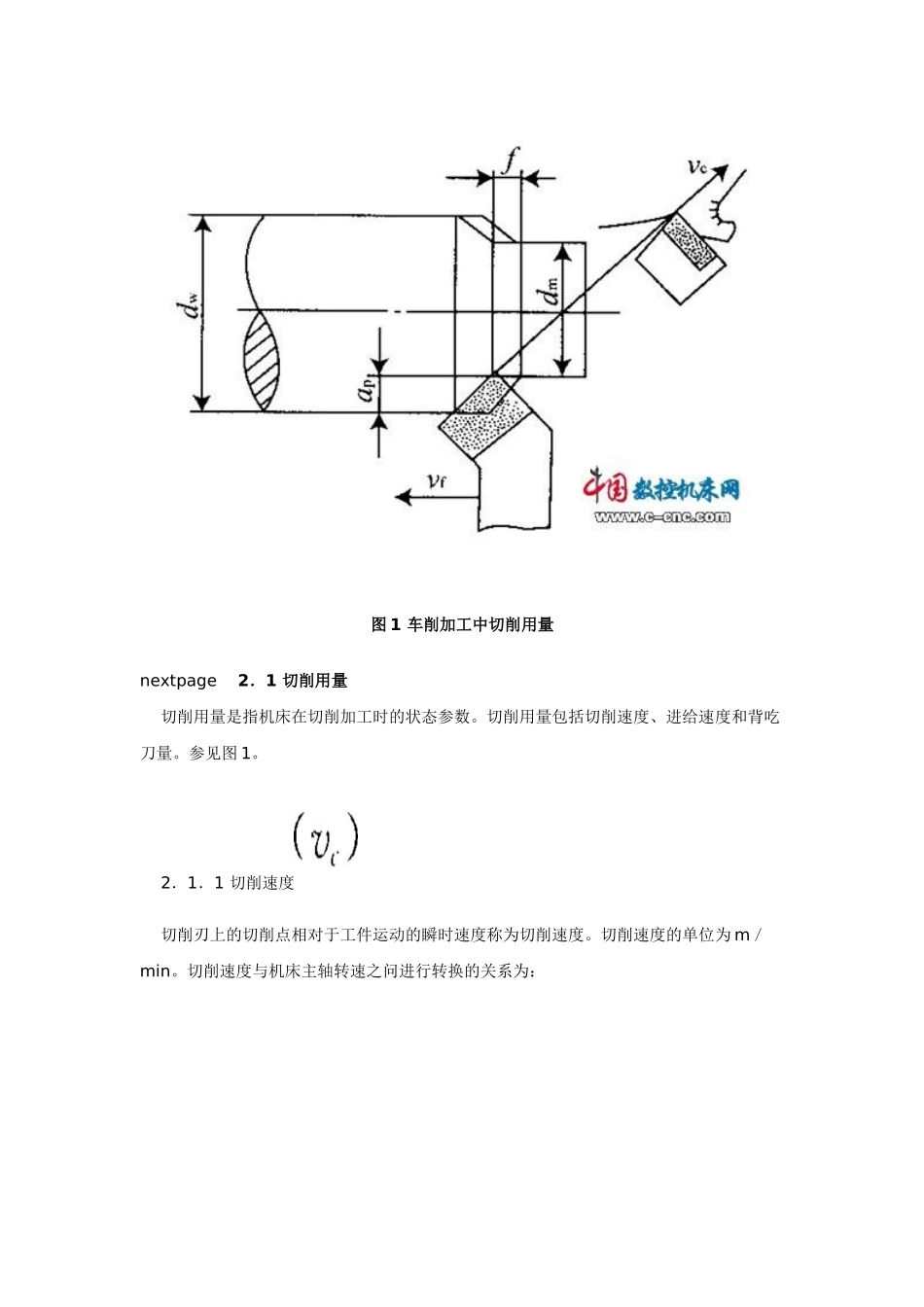
数控加工的切削用量2009-6-119:42:00来源:作者:余英良,于辉阅读:1418次我要收藏1切削用量选择1.1数控加工花键轴的切削用量为了保证零件的加工精度,零件分为粗车加工和精车加工。在粗、精车零件装夹方式与刀具选择的基础上,选定零件数控加工的切削参数如下:在数控精车车削加工中,零件轮廓轨迹的加工余量为0.8÷2=0.4mm。主轴转速、背吃刀量等的选择参见表1。表1数控加工花键轴工序卡及切削用量1.2数控加工轴承座的切削用量为了保证零件的加工精度,零件分为粗车加工和精车加工。在粗、精车零件装夹方式与刀具选择的基础上,选定零件数控加工的切削参数如下:在数控精车车削加工中,零件轮廓轨迹的加工余量为0.8÷2=0.4mm。主轴转速、背吃刀量等的选择参见表2。表2数控加工轴承座工序卡及切削用量2相关内容概述金属切削加工的目的,就是用各种类型的金属切削刀具把J:件毛坯上的多余部分从毛坯上剥离开来,得到图样所要求的零件形状和尺寸。图1车削加工中切削用量nextpage2.1切削用量切削用量是指机床在切削加工时的状态参数。切削用量包括切削速度、进给速度和背吃刀量。参见图1。2.1.1切削速度切削刃上的切削点相对于工件运动的瞬时速度称为切削速度。切削速度的单位为m/min。切削速度与机床主轴转速之问进行转换的关系为:(1)2.1.2进给速度是刀具在单位时间内沿进给方向上相对于工件的位移量,单位为mm/min。2.1.3背吃刀量己加工表面和待加工表面之问的垂直距离。背吃刀量的计算公式为:(2)式(1)、式(2)中n为主轴(工件)转速,d为工件直径,dω、dm见图1。在切削加工中,切削速度、进给速度和背吃刀量3个参数是相互关联的。粗加工中,为提高效率,一般采用较大的背吃刀量。此时切削速度和进给速度相对较小;在半精加工和精加工阶段,一般采用较大的切削速度、较小的进给量和背吃刀量,以获得较好的加工质量。2.2数控车刀刀具角度对加工的影响刀具角度对加工的影响见表3(如下)表3刀具角度对加工的影响2.3切削层参数切削层的形状和尺寸直接影响着刀具承受的负荷。在简化计算中,切削层的形状和尺寸规定在刀具基面中度量,也在切削横截面中度量。如图2所示,当主、副切削刃为直线,且λs=0°、kr=0°时,切削横截面ABCD为平行四边形,若Kr=90°时,则为矩形。切削层尺寸与切削用量ap、f大小有关。直接影响切削过程的是切削横截面面积及其厚度、宽度尺寸。切削层厚度(又称切屑厚度)。垂直于加工表面度量的切削层尺寸。切削层宽度aw(又称切屑宽度),平行加工表面度量的切削层尺寸。切削层面积Ac(又称切屑横截面面积),是切削层在基面投影中的面积。从上述定义可知,aр,f决定后,切屑厚度与切屑宽度随主偏角的大小而变化。当kr=90°、acmax=f、acmax=aр时,切削面积Ac由切削用量aр、f决定。nextpage2.4数控车削加工切削用量的选择确定刀具几何参数后,还需要选择切削用量参数aр、f和v才能进行切削加工。一般先考虑选取切削用量手册,再根据经验,最后通过工艺试验来确定切削用量。相同的加工条件,选用不同的切削用量,会产生不同的切削效果。切削用量与生产率的关系,可由金属切除率Zω=l000ひc*aр来表示单位mm3/min。a)外圆b)端面图2切削层参数2.4.1切削用量的选择原则由于切削用量各参数对切削过程的不同影响,切削用量参数aр、f和ひc选择的原则如下:考虑对生产效率的影响。当加工余量一定时,减小背吃刀量aр会使走刀次数增多,切削时问增加,生产效率降低。所以,一般情况下尽量优先增大aр,以求一次进刀全部切除加加工余量。考虑对机床功率的影响。增大背吃刀量aр使切削力增加较多,而增大进给速度厂使切削力增加较少,消耗功率也较少。所以,在粗加工时,应尽量增大进给速度f。考虑对刀具耐用度的影响。对刀具耐用度影响最大的因素是切削速度ひ,其次是进给速度∫,影响最小是背吃刀量aр。优先增大背吃刀量aр可提高生产效率和延长刀具耐用度。考虑对加工表面粗糙度的影响,这是在半精加工和精加工时确定切削用量应优先考虑的。在一般条件下,增大背吃刀量aр对切削过程产生的积屑瘤、鳞刺、冷硬和残余应力的影响并不显著,故增大背吃...