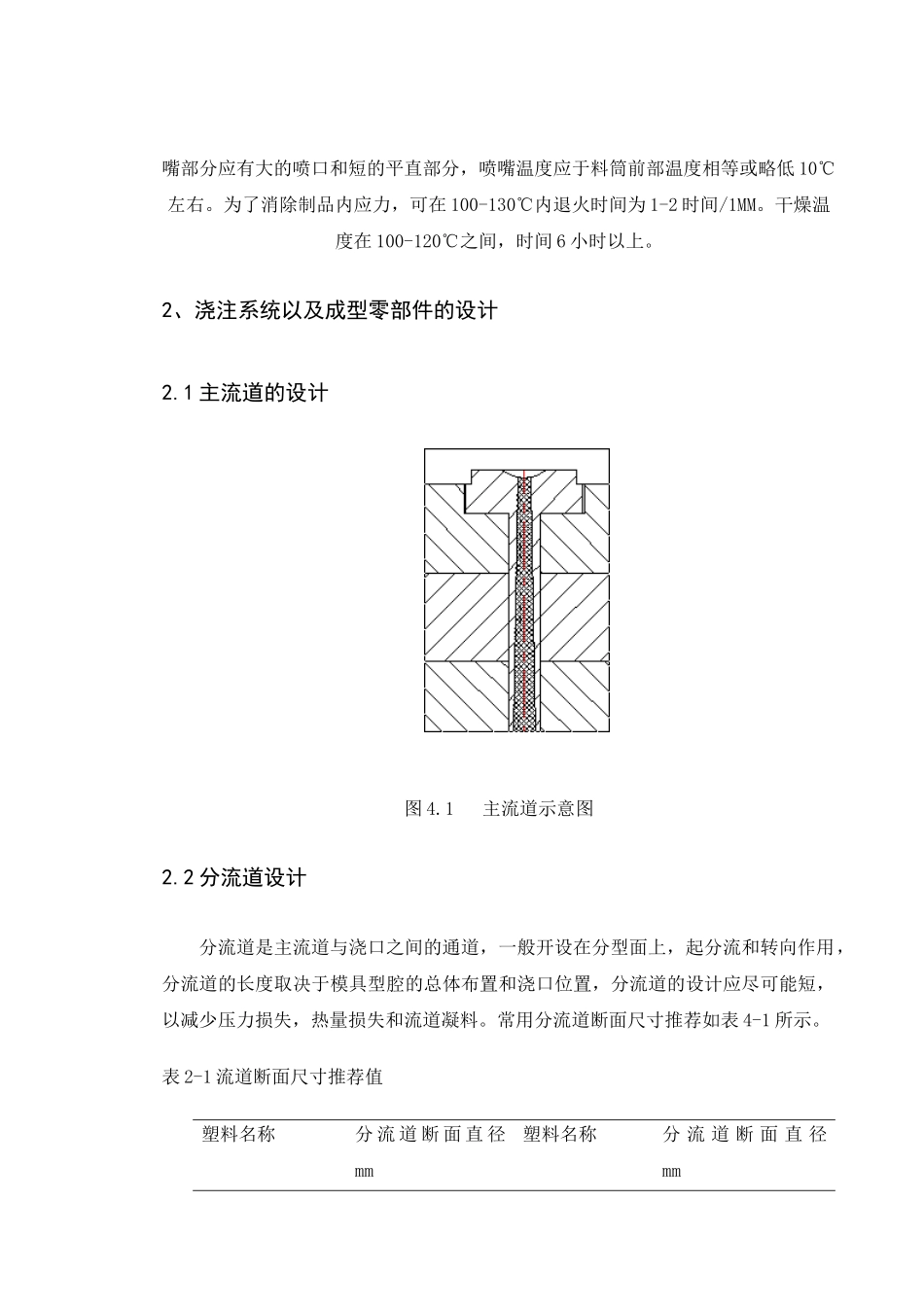
复合法摄像头非球面镜片注射模设计高飞北京工商大学100089【摘要】塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。本设计介绍了复合法非球面镜片模具的设计以及注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计原则。【关键词】:塑料模具;非球面;设计;注塑模具CAD/CAM1、引言模具产品是工业产品制造的基础,模具技术已成为衡量一个国家产品制造水平的重要标志之一。西方发达国家为了适应工业产品品种多、更新快、市场竞争激烈的局面,加强了对生产周期短、精度高、寿命长、成本低的模具产品的研究和开发,近十多年来,国外先进国家的模具技术水平得到了飞速发展。然而非球面光学零件是一种非常重要的光学零件,常用的有抛物面镜、双曲面镜、椭球面镜等。非球面光学零件可以获得球面光学零件无可比拟的良好的成像质量,在光学系统中能够很好的矫正多种像差,改善成像质量,提高系统鉴别能力,它能以一个或几个非球面零件代替多个球面零件,从而简化仪器结构,降低成本并有效的减轻仪器重量。非球面光学零件在军用和民用光电产品上的应用也很广泛,如在摄影镜头和取景器、电视摄像管、变焦镜头、电影放影镜头、卫星红外望远镜、录像机镜头、录像和录音光盘读出头、条形码读出头、光纤通信的光纤接头、医疗仪器等中。2、非球面镜片的结构及成型工艺设计通常,选择塑件的材料依据是它所处在的工作环境及使用性能的要求,以及原材料厂家提供的材料性能数据。对于常温工作状态下的结构件来说,要考虑的主要是材料的力学性能,如屈服应力,弹性模量,弯曲强度,表面硬度等。该塑件对材料的要求首先必须是透光性好,其次才是成型难易和经济性问题。该塑件材料选用聚碳酸酯,英文名称PolyCarbonate,简称PC,是产量仅次尼龙居第二位的工程塑料。1)分析塑件的结构工艺性表面质量是一个相当大的概念,包括微观的几何形状和表面层的物理-力学性质两方面技术指标,而不是单纯的表面粗糙度问题。塑件的表观缺陷是其特有的质量指标,包括缺料,溢料与飞边,凹陷与缩瘪,气孔,翘曲等。模具的腔壁表面粗糙度是塑件表面粗糙度的决定性因素,通常要比塑件高出一个等级。该塑件要求对型腔抛光,所以对粗糙度的要求比较高故选一般精度等级:5级。2)工艺性分析为了满足制品表面光滑的要求与提高成型效率采用侧浇口。该浇口的分流道位于模具的分型面上,而浇口开设在模具的型腔处,塑件外表面因浇口痕迹而影响塑件的表面质量与美观效果程度较小。通常控制料温在250-310℃,压力500-800KG/cm2,模温在85-120℃之间,喷嘴部分应有大的喷口和短的平直部分,喷嘴温度应于料筒前部温度相等或略低10℃左右。为了消除制品内应力,可在100-130℃内退火时间为1-2时间/1MM。干燥温度在100-120℃之间,时间6小时以上。2、浇注系统以及成型零部件的设计2.1主流道的设计图4.1主流道示意图2.2分流道设计分流道是主流道与浇口之间的通道,一般开设在分型面上,起分流和转向作用,分流道的长度取决于模具型腔的总体布置和浇口位置,分流道的设计应尽可能短,以减少压力损失,热量损失和流道凝料。常用分流道断面尺寸推荐如表4-1所示。表2-1流道断面尺寸推荐值塑料名称分流道断面直径mm塑料名称分流道断面直径mmABS,AS聚乙烯尼龙类聚甲醛丙烯酸抗冲击丙烯酸醋酸纤维素聚丙烯异质同晶体4.8~9.51.6~9.51.6~9.53.5~108~108~12.55~105~108~10聚苯乙烯软聚氯乙烯硬聚氯乙烯聚氨酯热塑性聚酯聚苯醚聚砜离子聚合物聚苯硫醚3.5~103.5~106.5~166.5~8.03.5~8.06.5~106.5~102.4~106.5~13分流道的断面形状有圆形,矩形,梯形,U形和六角形。要减少流道内的压力损失,希望流道的截面积大,表面积小,以减小传热损失,因此,可以用流道的截面积与周长的比值来表示流道的效率,其中圆形和正方形的效率最高,但正方形的流道凝料脱模困难,所以一般是制成梯形流道。在该模具上取圆形断面形状,直径为6mm。图2.2分流道分布示意图2.3分型面的选择设计原则其分型面如图2.3图2.3分型面示意图...


 VIP
VIP






