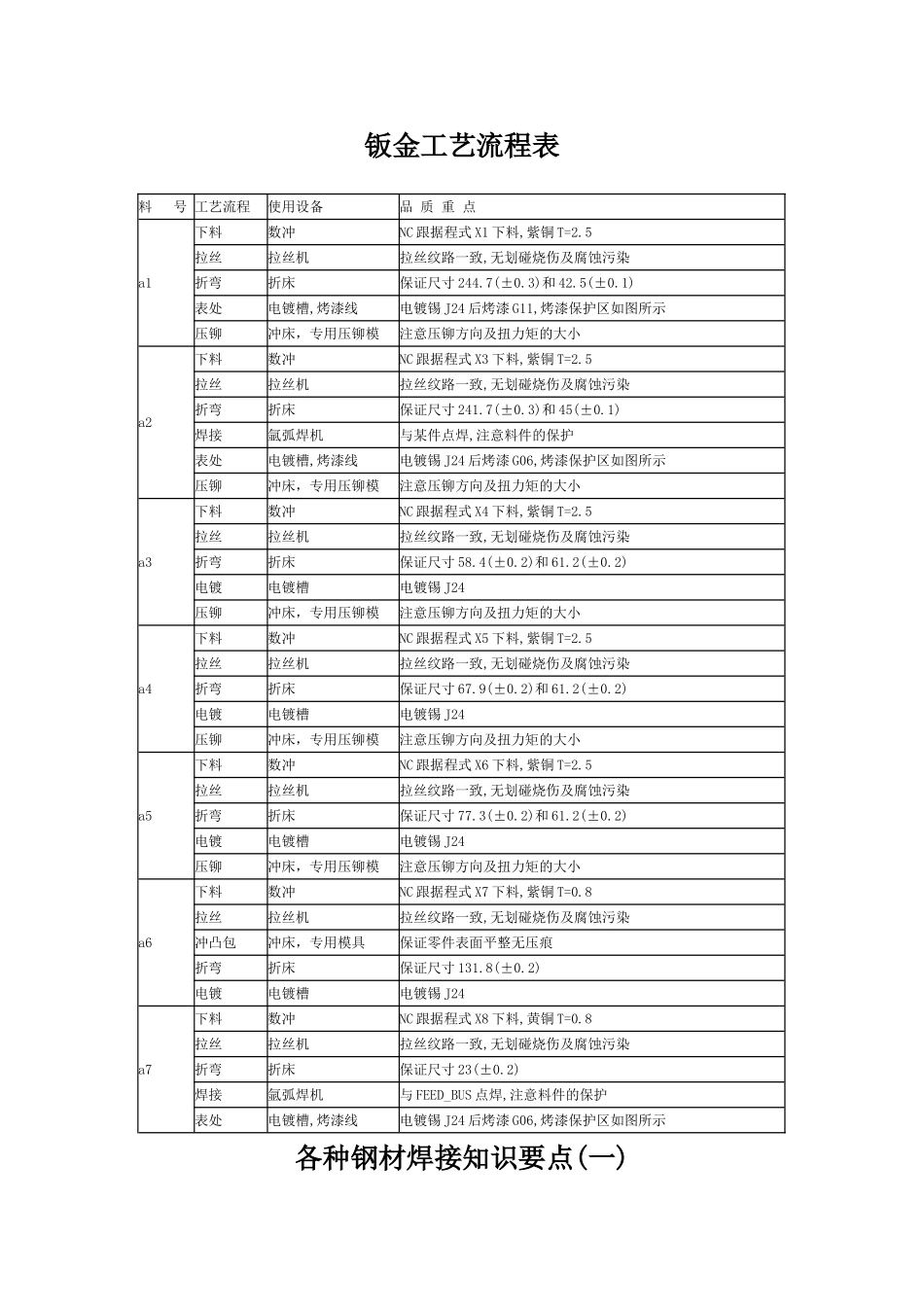
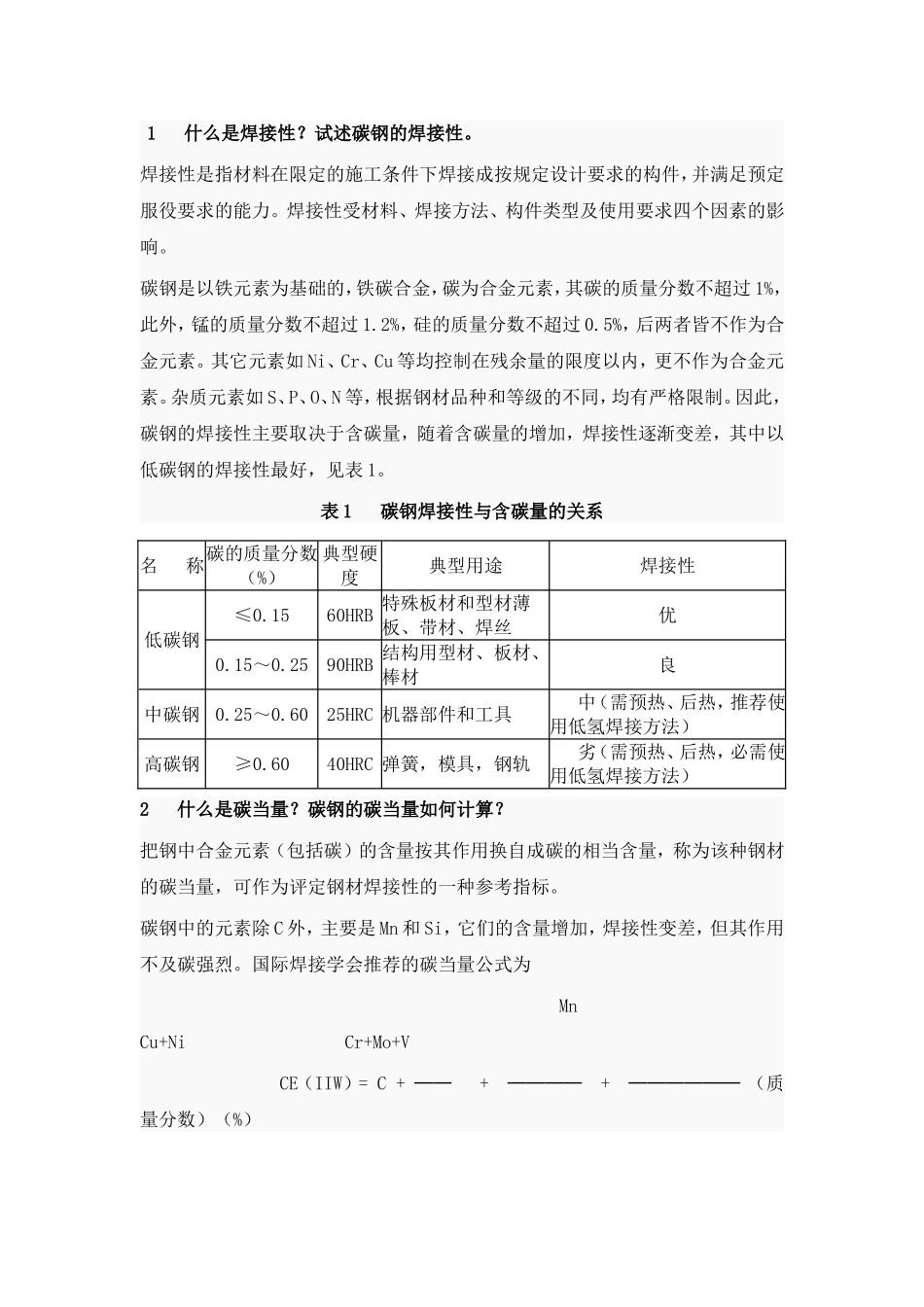
钣金工艺流程表料号工艺流程使用设备品质重点a1下料数冲NC跟据程式X1下料,紫铜T=2.5拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸244.7(±0.3)和42.5(±0.1)表处电镀槽,烤漆线电镀锡J24后烤漆G11,烤漆保护区如图所示压铆冲床,专用压铆模注意压铆方向及扭力矩的大小a2下料数冲NC跟据程式X3下料,紫铜T=2.5拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸241.7(±0.3)和45(±0.1)焊接氩弧焊机与某件点焊,注意料件的保护表处电镀槽,烤漆线电镀锡J24后烤漆G06,烤漆保护区如图所示压铆冲床,专用压铆模注意压铆方向及扭力矩的大小a3下料数冲NC跟据程式X4下料,紫铜T=2.5拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸58.4(±0.2)和61.2(±0.2)电镀电镀槽电镀锡J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小a4下料数冲NC跟据程式X5下料,紫铜T=2.5拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸67.9(±0.2)和61.2(±0.2)电镀电镀槽电镀锡J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小a5下料数冲NC跟据程式X6下料,紫铜T=2.5拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸77.3(±0.2)和61.2(±0.2)电镀电镀槽电镀锡J24压铆冲床,专用压铆模注意压铆方向及扭力矩的大小a6下料数冲NC跟据程式X7下料,紫铜T=0.8拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染冲凸包冲床,专用模具保证零件表面平整无压痕折弯折床保证尺寸131.8(±0.2)电镀电镀槽电镀锡J24a7下料数冲NC跟据程式X8下料,黄铜T=0.8拉丝拉丝机拉丝纹路一致,无划碰烧伤及腐蚀污染折弯折床保证尺寸23(±0.2)焊接氩弧焊机与FEED_BUS点焊,注意料件的保护表处电镀槽,烤漆线电镀锡J24后烤漆G06,烤漆保护区如图所示各种钢材焊接知识要点(一)1什么是焊接性?试述碳钢的焊接性。焊接性是指材料在限定的施工条件下焊接成按规定设计要求的构件,并满足预定服役要求的能力。焊接性受材料、焊接方法、构件类型及使用要求四个因素的影响。碳钢是以铁元素为基础的,铁碳合金,碳为合金元素,其碳的质量分数不超过1%,此外,锰的质量分数不超过1.2%,硅的质量分数不超过0.5%,后两者皆不作为合金元素。其它元素如Ni、Cr、Cu等均控制在残余量的限度以内,更不作为合金元素。杂质元素如S、P、O、N等,根据钢材品种和等级的不同,均有严格限制。因此,碳钢的焊接性主要取决于含碳量,随着含碳量的增加,焊接性逐渐变差,其中以低碳钢的焊接性最好,见表1。表1碳钢焊接性与含碳量的关系名称碳的质量分数(%)典型硬度典型用途焊接性低碳钢≤0.1560HRB特殊板材和型材薄板、带材、焊丝优0.15~0.2590HRB结构用型材、板材、棒材良中碳钢0.25~0.6025HRC机器部件和工具中(需预热、后热,推荐使用低氢焊接方法)高碳钢≥0.6040HRC弹簧,模具,钢轨劣(需预热、后热,必需使用低氢焊接方法)2什么是碳当量?碳钢的碳当量如何计算?把钢中合金元素(包括碳)的含量按其作用换自成碳的相当含量,称为该种钢材的碳当量,可作为评定钢材焊接性的一种参考指标。碳钢中的元素除C外,主要是Mn和Si,它们的含量增加,焊接性变差,但其作用不及碳强烈。国际焊接学会推荐的碳当量公式为MnCu+NiCr+Mo+VCE(IIW)=C+──+────+──────(质量分数)(%)6155随着碳当量值的增加,钢材的焊接性会变差。当CE值大于0.4%~0.6%时,冷裂纹的敏感性将增大,焊接时需要采取预热、后热及用低氢型焊接材料施焊等一系列工艺措施。3利用碳当量值评价钢材焊接性有何局限性?碳当量值只能在一定范围内,对钢材概括地、相对地评价其焊接性,这是因为:1)如果两种钢材的碳当量值相等,但是含碳量不等,含碳量较高的钢材在施焊过程中容易产生淬硬组织,其裂纹倾向显然比含碳量较低的钢材来得大,焊接性较差。因此,当钢材的碳当量值相等时,不能看成焊接性就完全相同。2)碳当量计算值只表达了化学成分对焊接性的影响,没有考虑到冷却速度不同,可以得到不同的组织,冷却速度快时,容易产生淬硬组织,焊接性就会变差。3)影响焊缝金属组织从而影响焊接性的因素,除了化学成分和冷却速度外,...