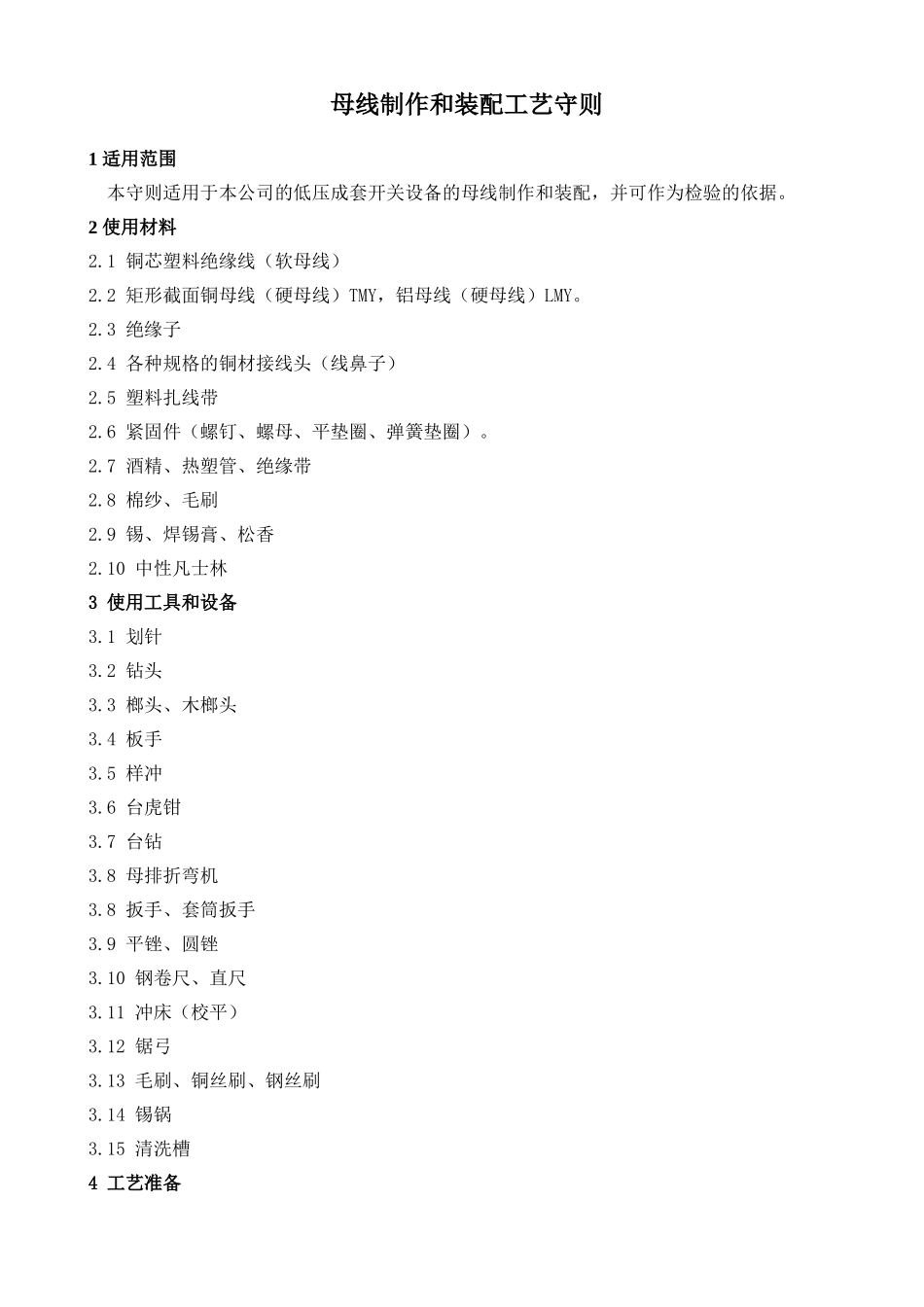
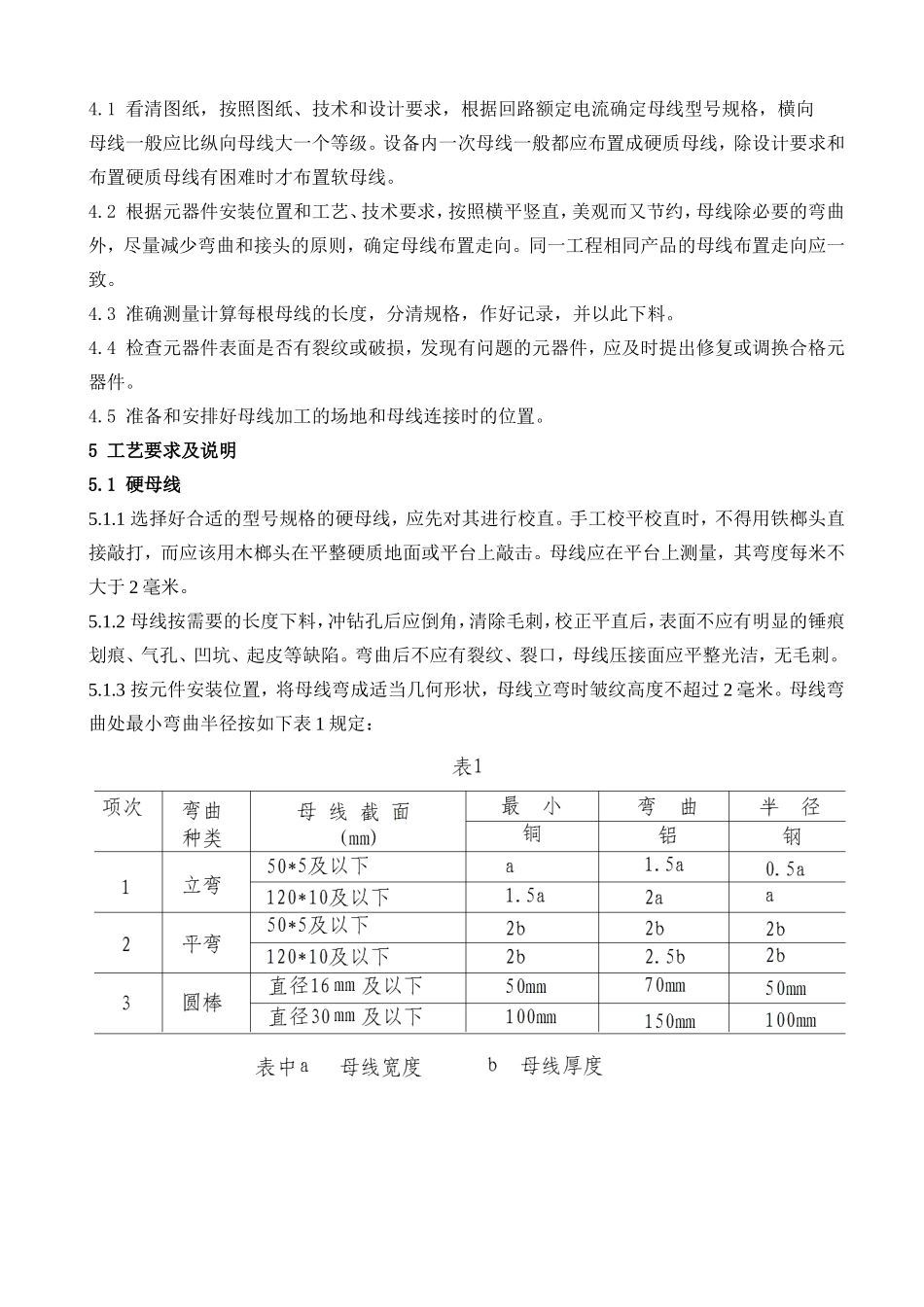
母线制作和装配工艺守则1适用范围本守则适用于本公司的低压成套开关设备的母线制作和装配,并可作为检验的依据。2使用材料2.1铜芯塑料绝缘线(软母线)2.2矩形截面铜母线(硬母线)TMY,铝母线(硬母线)LMY。2.3绝缘子2.4各种规格的铜材接线头(线鼻子)2.5塑料扎线带2.6紧固件(螺钉、螺母、平垫圈、弹簧垫圈)。2.7酒精、热塑管、绝缘带2.8棉纱、毛刷2.9锡、焊锡膏、松香2.10中性凡士林3使用工具和设备3.1划针3.2钻头3.3榔头、木榔头3.4板手3.5样冲3.6台虎钳3.7台钻3.8母排折弯机3.8扳手、套筒扳手3.9平锉、圆锉3.10钢卷尺、直尺3.11冲床(校平)3.12锯弓3.13毛刷、铜丝刷、钢丝刷3.14锡锅3.15清洗槽4工艺准备4.1看清图纸,按照图纸、技术和设计要求,根据回路额定电流确定母线型号规格,横向母线一般应比纵向母线大一个等级。设备内一次母线一般都应布置成硬质母线,除设计要求和布置硬质母线有困难时才布置软母线。4.2根据元器件安装位置和工艺、技术要求,按照横平竖直,美观而又节约,母线除必要的弯曲外,尽量减少弯曲和接头的原则,确定母线布置走向。同一工程相同产品的母线布置走向应一致。4.3准确测量计算每根母线的长度,分清规格,作好记录,并以此下料。4.4检查元器件表面是否有裂纹或破损,发现有问题的元器件,应及时提出修复或调换合格元器件。4.5准备和安排好母线加工的场地和母线连接时的位置。5工艺要求及说明5.1硬母线5.1.1选择好合适的型号规格的硬母线,应先对其进行校直。手工校平校直时,不得用铁榔头直接敲打,而应该用木榔头在平整硬质地面或平台上敲击。母线应在平台上测量,其弯度每米不大于2毫米。5.1.2母线按需要的长度下料,冲钻孔后应倒角,清除毛刺,校正平直后,表面不应有明显的锤痕划痕、气孔、凹坑、起皮等缺陷。弯曲后不应有裂纹、裂口,母线压接面应平整光洁,无毛刺。5.1.3按元件安装位置,将母线弯成适当几何形状,母线立弯时皱纹高度不超过2毫米。母线弯曲处最小弯曲半径按如下表1规定:母线的搭接如图1:5.1.4麻花弯可用母线折弯机或台虎钳上操作,用台虎钳操作时,注意在钳口上垫上铜板或铝板后,将母线的一端垂直夹在虎口中用活搬手将母线扭转90°,其扭转部分的长度L不小于母线宽度的2.5倍,如图2所示:5.1.5上、下两电器的接点前后位置距离大时,母线一般应如图3所示形状连接。5.1.6为防止弯制时母线脆裂,弯曲部位可局部加热,加热温度不得超过表2规定:表2母线材料铜铝钢允许温度300℃250℃600℃5.1.7同一回路三相母线平弯、立弯、麻花弯的起止点应在同一条线上。5.1.8双根母线弯制时,母线间应保持与其厚度相同的间隙,片间应按规定放置加强衬垫,两相邻衬垫的垫圈不应相互碰触,应有3毫米以上的间隙。5.1.9母线的安全载流量截面选择根据下表选择,要符合3C认证型式试验报告产品描述:表4铜芯绝缘线允许长期载流表(环境温度40℃)标称截面积mm21.01.52.54.06.010162535507095120150安全载流量A162027364467891191581892503103504005.1.10分支母线及设备引下线与主母线的连接处应保持垂直。5.1.11母线连接之孔眼,其直径一般只大于螺栓直径1~2mm,孔眼加工应保证孔眼位置的正确、垂直、不歪斜、无毛刺,孔眼间相互距离的误差不应大于1mm。5.1.12母线的连接位置应符合下列要求:A)距支持绝缘子顶帽边缘或母线分支处50mm以外。B)距母线弯曲处30mm以外如图1所示。5.1.13母线与电器元件连接孔,按电器元件孔径大小划线钻孔。5.1.14母线宽度大而长度短,不能立弯时,可偏向母线一侧划线钻孔,如图4所示:5.1.15母线搭接时,其接触部分的长度应等于或大于母线的宽度,母线间的搭接方式,连接螺钉及要求应符合表5规定。5.1.15母线搭接部分应加工平整、不粗糙,无毛刺、无棱角。5.1.16母线的搭接部分应于加工后进行搪锡,其步骤是:A)清洗:铝母线放入烧碱(15%浓度的NAOH溶液)中浸泡20分钟左右,铜母线放入盐酸(15%浓度的HCE溶液)中浸泡10-15分钟,除去油污及氧化皮,经清水冲洗后晾干。B)搪锡:晾干后的母线应及时(不超过当天)放入锡锅内,用铜丝刷将锡液均匀涂刷在母线上,然后用粉刷(或擦布)将锡清刷平整光亮,搪锡要...