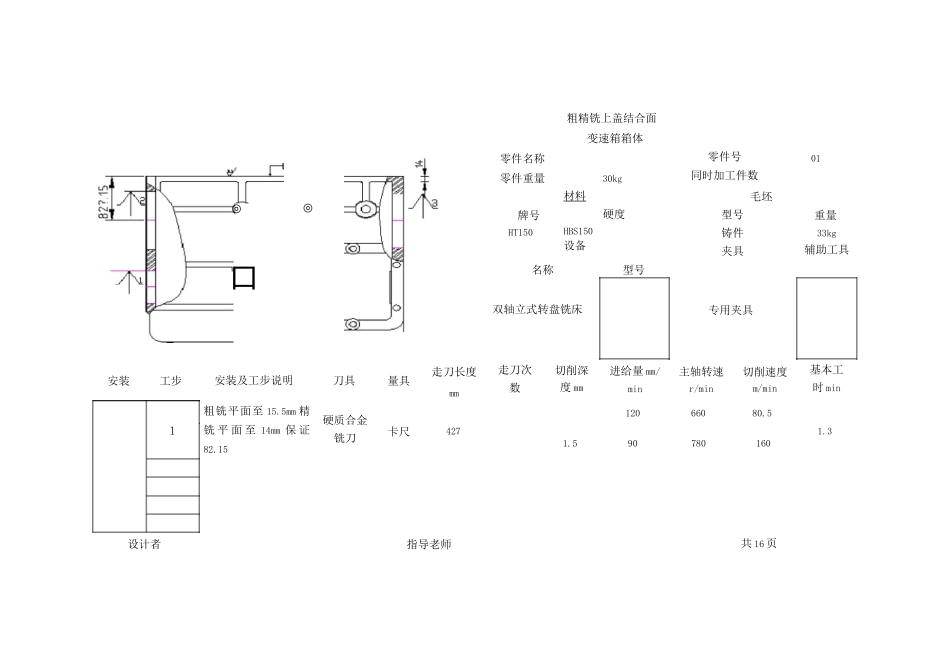
◎口◎零件名称零件重量牌号HT150名称安装工步安装及工步说明刀具量具走刀长度mm粗精铣上盖结合面变速箱箱体30kg材料硬度HBS150设备型号双轴立式转盘铣床走刀次数切削深度 mm零件号同时加工件数型号铸件夹具01毛坯重量33kg辅助工具进给量 mm/min专用夹具主轴转速r/min切削速度m/min基本工时 min粗铣平面至 15.5mm 精铣 平 面 至 14mm 保 证82.15硬质合金铣刀卡尺4271.512066080.51.390780160设计者指导老师共 16 页职业技术学院机械加工工序卡片工序名称上盖纹面铰孔及工序号 4职业技术学院机械加工工序卡片工序名称上盖纹面铰孔及工序号 4职业技术学院机械加工工序卡片5职业技术学院机械加工工序卡片5设计者指导老师共 16 页第 3 页职业技术学院机械加工工序卡片工序名称零件名称零件重量牌号HT150名称组合机床安装工步安装及工步说明刀具量具走刀长度走刀次数粗铣两侧窗口面及凸台面硬质合金铣刀专用量具mm181248粗铣两侧窗口面及凸台面变速箱箱体30kg材料硬度HBS150设备零件号同时加工件数型号铸件夹具毛坯型号专用夹具切削深度mm2.52.5011重量33kg辅助工具进给量mm/min主轴转速r/min切削速度m/min基本工时 min448448825825100.3100.3职业技术学院机械加工工序卡片530设计者指导老师共 16 页第 4 页职业技术学院机械加工工序卡片'~空|・・|安装工步安装及工步说明刀具1工位 1:钻前后端面孔钻头工位 2:钻前后端面孔1螺纹底孔深检查①8①8.4①17①26①29.2量具28卡尺走刀长度 mm工序名称零件名称零件重量牌号HT150名称钻前后端面孔变速箱箱体30kg材料硬度HBS150设备卧式双面组合钻床走刀次数1型号工序号零件号701同时加工件数型号铸件夹具毛坯专用夹具切削深度mm4进给量mm/r0.154.28.51314.60.150.30.45重量33kg辅助工具主轴转速r/min500500250切削速度m/min12.5613.1213.35基本工时 min25022420.4120.5设计者指导老师共 19 页第 5 页职业技术学院机械加工工序卡片工序名称工件回转 90 度工序号8零件名称变速箱箱体零件号01零件重量30kg同时加工件数1材料毛坯牌号硬度型号重量HT150HBS150铸件33kg设备夹具辅助工具名称型号专用夹具安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时 min1设计者指导老师共 16 页第 6 页职业技术学院机械加工工序卡片工序名称钻两侧窗口面螺纹底孔工序号 9LffilG.Dt115tU.1零件名称变速箱箱体零件重量 30kg 材...