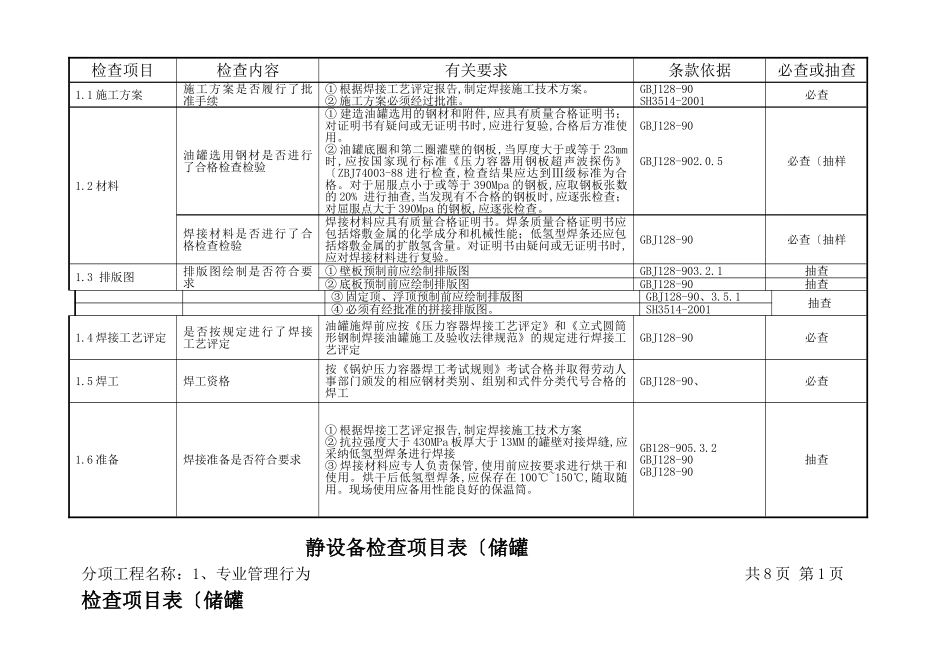
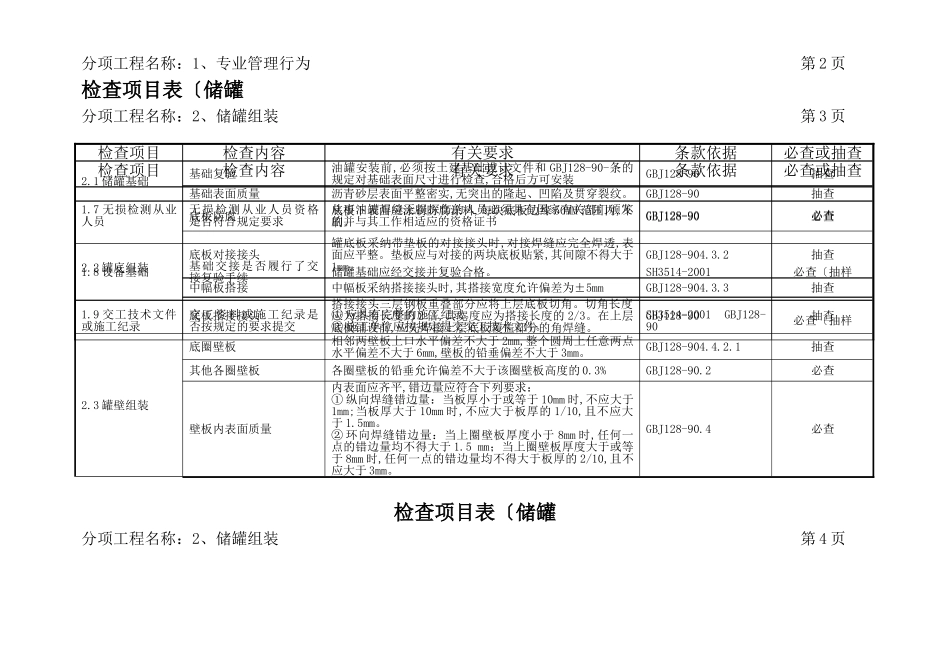
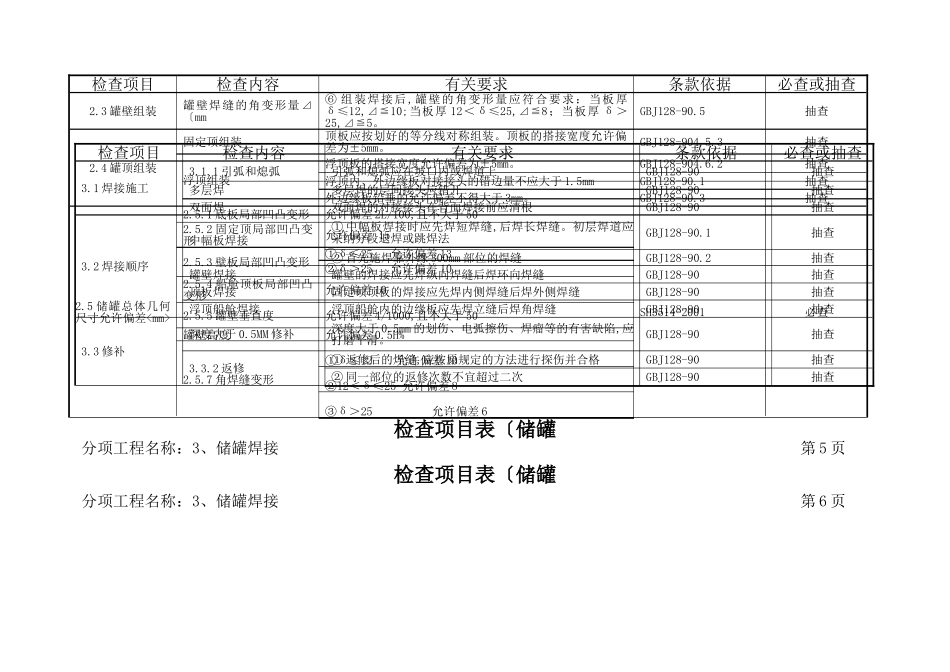
静设备检查项目表〔储罐 分项工程名称:1、专业管理行为 共 8 页 第 1 页检查项目表〔储罐检查项目检查内容有关要求条款依据必查或抽查1.1 施工方案施工方案是否履行了批准手续① 根据焊接工艺评定报告,制定焊接施工技术方案。② 施工方案必须经过批准。GBJ128-90 SH3514-2001必查1.2 材料油罐选用钢材是否进行了合格检查检验① 建造油罐选用的钢材和附件,应具有质量合格证明书;对证明书有疑问或无证明书时,应进行复验,合格后方准使用。② 油罐底圈和第二圈灌壁的钢板,当厚度大于或等于 23mm时,应按国家现行标准《压力容器用钢板超声波探伤》〔ZBJ74003-88 进行检查,检查结果应达到Ⅲ级标准为合格。对于屈服点小于或等于 390Mpa 的钢板,应取钢板张数的 20% 进行抽查,当发现有不合格的钢板时,应逐张检查;对屈服点大于 390Mpa 的钢板,应逐张检查。GBJ128-90GBJ128-902.0.5必查〔抽样焊接材料是否进行了合格检查检验焊接材料应具有质量合格证明书。焊条质量合格证明书应包括熔敷金属的化学成分和机械性能;低氢型焊条还应包括熔敷金属的扩散氢含量。对证明书由疑问或无证明书时,应对焊接材料进行复验。GBJ128-90必查〔抽样1.3 排版图排版图绘制是否符合要求① 壁板预制前应绘制排版图GBJ128-903.2.1抽查② 底板预制前应绘制排版图GBJ128-90抽查③ 固定顶、浮顶预制前应绘制排版图GBJ128-90、3.5.1抽查④ 必须有经批准的拼接排版图。SH3514-2001 1.4 焊接工艺评定是否按规定进行了焊接工艺评定油罐施焊前应按《压力容器焊接工艺评定》和《立式圆筒形钢制焊接油罐施工及验收法律规范》的规定进行焊接工艺评定GBJ128-90必查1.5 焊工焊工资格按《锅炉压力容器焊工考试规则》考试合格并取得劳动人事部门颁发的相应钢材类别、组别和式件分类代号合格的焊工GBJ128-90、必查1.6 准备焊接准备是否符合要求① 根据焊接工艺评定报告,制定焊接施工技术方案② 抗拉强度大于 430MPa 板厚大于 13MM 的罐壁对接焊缝,应采纳低氢型焊条进行焊接③ 焊接材料应专人负责保管,使用前应按要求进行烘干和使用。烘干后低氢型焊条,应保存在 100℃~150℃,随取随用。现场使用应备用性能良好的保温筒。GB128-905.3.2GBJ128-90GBJ128-90抽查分项工程名称:1、专业管理行为 第 2 页检查项目表〔储罐分项工程名称:2、储罐组装 第 3 页 检查项目表〔储罐分项工程名称:2、储罐组装 第 4 页检查项目检查内容有关要求条款依据必查或...